




云海旭金屬材料有限公司
量合格的安慶滾絲輪生產(chǎn)廠家")
鋼筋套筒工程開(kāi)工前施工技術(shù)人員要了解設(shè)計(jì)文件規(guī)定的鋼筋接頭性能等級(jí)應(yīng)由該技術(shù)提供單位提交有效的型式檢驗(yàn)報(bào)告.型式檢驗(yàn)報(bào)告必須包括連接套長(zhǎng)度、鋼筋連接套筒外徑、內(nèi)徑、錐度、扭緊力矩值、牙形角平分線垂直于錐面等參數(shù).(3)鋼筋連接工程開(kāi)始前及施工過(guò)程中應(yīng)對(duì)每批進(jìn)場(chǎng)鋼筋進(jìn)行工藝檢驗(yàn)工藝檢驗(yàn)合格后方可在工程上進(jìn)行鋼筋機(jī)械連接操作.(4)要作好技術(shù)交底工作及時(shí)填寫(xiě)接頭質(zhì)量檢查記錄.(5)直螺紋的外觀檢驗(yàn)隨機(jī)抽取同規(guī)格接頭數(shù)的10%應(yīng)滿足鋼筋與鋼筋直螺紋連接套筒連接套的規(guī)格一致接頭外露絲扣不超過(guò)三扣其它要求與錐螺紋的外觀檢驗(yàn)基本相同.鋼筋連接對(duì)接頭有特殊要求的結(jié)構(gòu)應(yīng)按設(shè)計(jì)文件注明的檢驗(yàn)項(xiàng)目要求作相應(yīng)的檢驗(yàn).
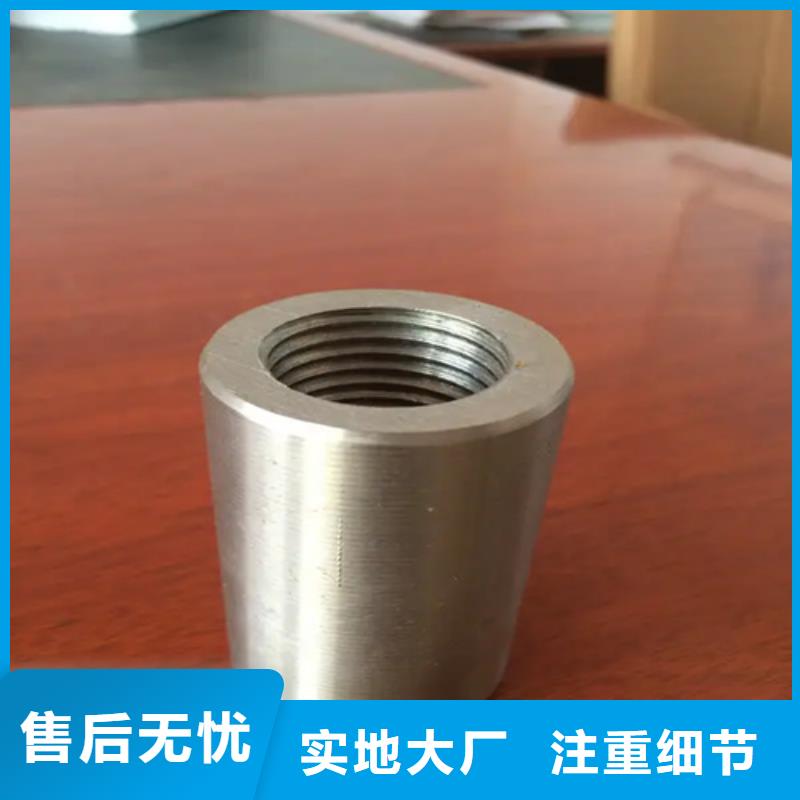
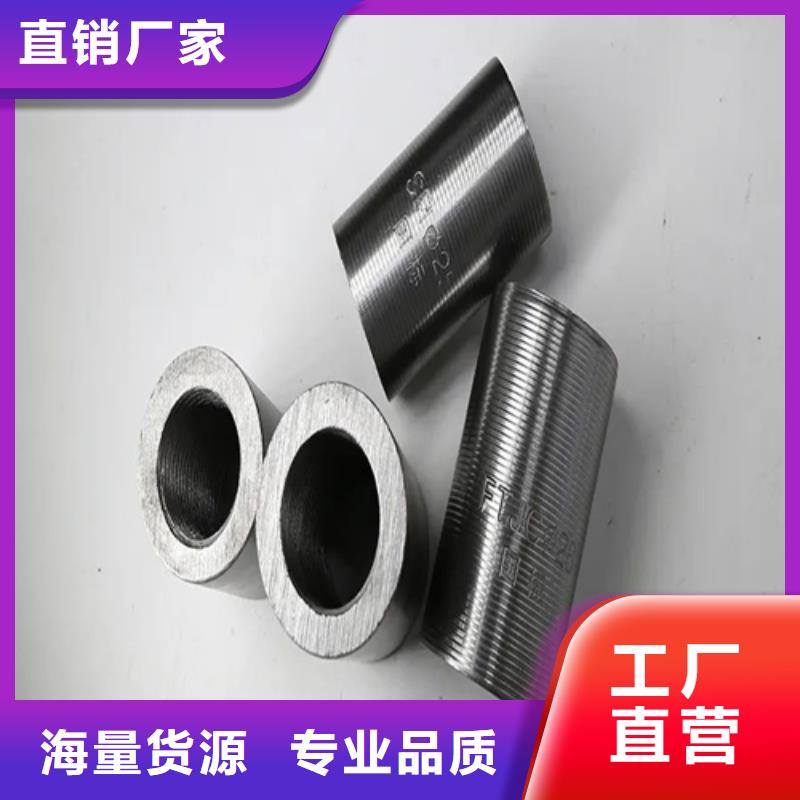
鋼筋套筒滾壓直螺紋連接工藝流程:鋼筋切割→滾壓螺紋→絲頭檢查→現(xiàn)場(chǎng)絲接2、操作工藝:鋼筋滾壓直螺紋連接,是采用專門(mén)的滾壓機(jī)床對(duì)鋼筋端部進(jìn)行滾壓,螺紋一次成型。鋼筋通過(guò)滾壓螺紋,螺紋底部的材料沒(méi)有被切削掉,而是被擠出來(lái),加大了原有的直徑。螺紋經(jīng)滾壓后材質(zhì)發(fā)生硬化,強(qiáng)度約提高6%—8%,使螺紋對(duì)母材的削弱大為減少,其抗拉強(qiáng)度是母材的97%—,強(qiáng)度性能十分穩(wěn)定。套筒質(zhì)量要求:① 連接套表面無(wú)裂紋,螺牙飽滿,無(wú)其他缺陷。② 牙型規(guī)格檢查合格,用直螺紋塞規(guī)檢查尺寸精度。③ 各種型號(hào)和規(guī)格的連接套外表面,必須有明顯的鋼筋級(jí)別和直徑。
量合格的安慶滾絲輪生產(chǎn)廠家")
鋼筋套筒接頭在當(dāng)今的修建行業(yè)中的應(yīng)用是非常廣泛和有用的,足夠保證整個(gè)修建行為的順利實(shí)施。鋼筋連接接頭強(qiáng)度高質(zhì)量安穩(wěn)可靠;操作,無(wú)明火,不受氣候影響;連接方法適應(yīng)性強(qiáng),可用于筆直、水平、傾斜、高空、水下等各方位的鋼筋連接適用于直徑14~50mm,HRB335和HRB400鋼筋在恣意方向同徑及異徑連接,可用于各種類型的修建與橋梁結(jié)構(gòu)中。鋼筋接頭在運(yùn)用的時(shí)分,有些注意事項(xiàng)是該引起我們的注意的,一起它所觸及的相關(guān)技術(shù)信息也是相當(dāng)廣泛的。1.將鋼筋待連接部分剝肋滾壓成螺紋,使用連接套筒進(jìn)行連接,使鋼筋絲頭與連接套筒連接為一體,實(shí)現(xiàn)等強(qiáng)度連接。2.鋼筋端面平頭讓鋼筋端面與母材軸線方向筆直,宣采用砂輪切割機(jī)或其他專用堵截設(shè)備,禁止氣割。3.用鋼筋剝肋滾壓直螺紋機(jī)將待連接鋼筋的端頭加工成螺紋,對(duì)加工的絲頭進(jìn)行質(zhì)量自檢。4.用專用的鋼筋絲頭維護(hù)帽或連接套筒維護(hù)鋼筋絲頭,避免螺紋被磕碰或被污染。對(duì)自檢合格的絲頭進(jìn)行抽樣檢驗(yàn)。按規(guī)格型號(hào)及類型進(jìn)行分類堆放。5.該技術(shù)需求采用鋼筋剝肋滾壓直螺紋機(jī)、限位擋鐵、螺紋環(huán)規(guī)、力矩扳手及普通扳手以及砂輪切割機(jī)等機(jī)械工具。
量合格的安慶滾絲輪生產(chǎn)廠家")
量合格的安慶滾絲輪生產(chǎn)廠家")
量合格的安慶滾絲輪生產(chǎn)廠家")
