

格齊全")
雙面埋弧焊直縫鋼管主要工藝流程說(shuō)明:1. 板探:鋼板進(jìn)入生產(chǎn)線后,首先進(jìn)行全板超聲波檢驗(yàn)。2. 銑邊:通過(guò)銑邊機(jī)對(duì)鋼板兩邊緣進(jìn)行雙面銑削,使之達(dá)到要求的板寬、板邊平行度和坡口形狀。3. 預(yù)彎邊:利用預(yù)彎?rùn)C(jī)進(jìn)行板邊預(yù)彎,使板邊具有符合要求的曲率。4. 成型:在JCO成型機(jī)上首先將預(yù)彎后的鋼板的一半經(jīng)過(guò)多次步進(jìn)沖壓,壓成J形,再將鋼板的另一半同樣彎曲,壓成C形, 形成開(kāi)口的O形。5. 預(yù)焊:使成型后鋼管合縫并采用氣體保護(hù)焊(MAG)進(jìn)行連續(xù)焊接。6. 內(nèi)焊:采用縱列多絲埋弧焊(多可為四絲)在直縫鋼管鋼材內(nèi)側(cè)進(jìn)行焊接。7. 外焊:采用縱列多絲埋弧焊在螺旋埋弧焊鋼管外側(cè)進(jìn)行焊接。 超聲波檢驗(yàn)對(duì)螺旋鋼管內(nèi)外焊縫及焊縫兩側(cè)母材進(jìn)行的檢查。8. X射線檢查:對(duì)內(nèi)外焊縫進(jìn)行的X射線工業(yè)電視檢查,采用圖象處理系統(tǒng)以保證探傷的靈敏度。9. 擴(kuò)徑:直縫管全長(zhǎng)進(jìn)行擴(kuò)徑以提高鋼管的尺寸精度,并改善鋼管內(nèi)應(yīng)力的分布狀態(tài)。格齊全")
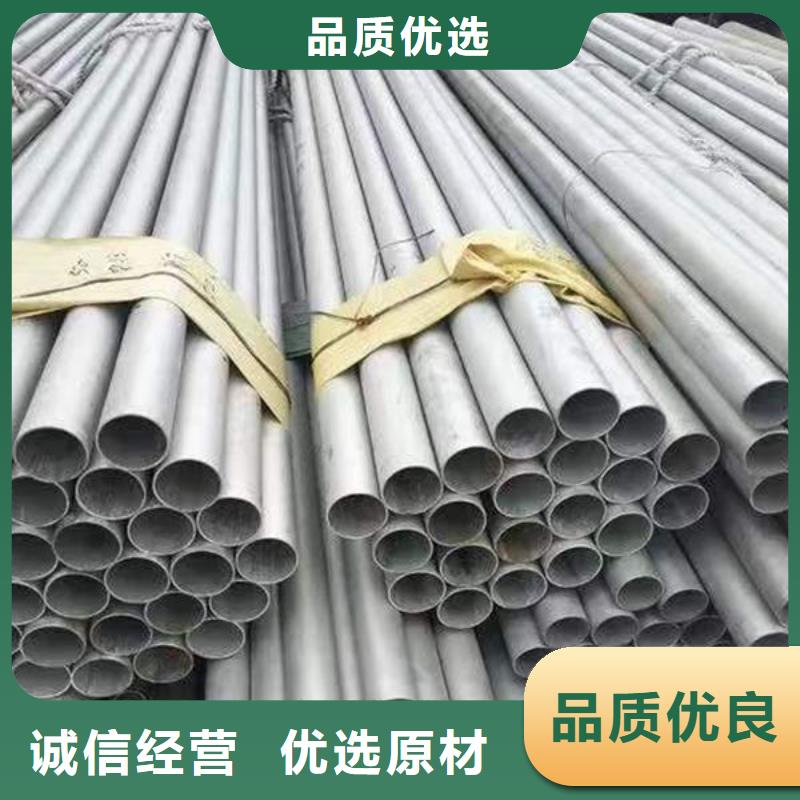
無(wú)縫鋼管是怎樣生產(chǎn)出來(lái)的?無(wú)縫鋼管是一種經(jīng)濟(jì)型鋼材,在國(guó)民經(jīng)濟(jì)中占有十分重要的地位。廣泛應(yīng)用于石油、化工、鍋爐、電站、船舶、機(jī)械制造、汽車(chē)、航空、航天、能源、地質(zhì)、建筑、軍工等部門(mén)。熱軋無(wú)縫鋼管一般在自動(dòng)軋管機(jī)上生產(chǎn)。檢查并表面缺陷后,將實(shí)心管坯鋼材切割成所需長(zhǎng)度,以管坯穿孔端端面為中心,然后送入加熱爐加熱,在穿孔機(jī)上穿孔。在穿孔過(guò)程中,它不斷旋轉(zhuǎn)和前進(jìn)。在軋輥和堵頭的作用下,管坯內(nèi)部逐漸形成一個(gè)空腔,稱(chēng)為粗管。然后送至自動(dòng)軋管機(jī)繼續(xù)軋制。,壁厚由整機(jī)調(diào)整,直徑由漿紗機(jī)確定,以滿(mǎn)足規(guī)范要求。采用連續(xù)軋管機(jī)生產(chǎn)熱軋無(wú)縫鋼管是一種先進(jìn)的生產(chǎn)方法。格齊全")
方管材質(zhì)(q2 02 矩形管鋼材材質(zhì)(q23 .0-10. 70×5 6.0-15.0 80×80 1. 50×4 5.0-15.0 70×70 1. bsp; 60×60 1 nbsp; 50×50 8.0 40×30 0. 120×60 -5.0&nb nbsp; 40×40 5.0 30×20 0. 100×80 -8.0&nb nbsp; 35×35 -10.0 100×60 -5.0&nbs bsp; 30×30 0 10.0 100×40 -5.0 15*15** 廣泛應(yīng)用于鋼結(jié)構(gòu)建筑、石油化工、制輥、造紙機(jī)械、輸油管線、水利、大型體育館、展覽館、工業(yè)廠房、高層建筑、煤礦礦井集裝箱業(yè)等領(lǐng)域。格齊全")
異型大口徑方管是除了圓管以外的其他截面形狀的大口徑方管的總稱(chēng)。按鋼管截面形狀尺寸的不同又可分為等壁厚異型大口徑方管(代號(hào)為D)、不等壁厚異型大口徑方管(代號(hào)為BD)、變直徑異型無(wú)縫鋼管(代號(hào)為BJ)。異型大口徑方矩管廣泛用于各種結(jié)構(gòu)件、工具和機(jī)械零部件。和圓管相比,異型管一般都有較大的慣性矩和截面模數(shù),有較大的抗彎抗扭能力,可以大大減輕結(jié)構(gòu)重量,節(jié)約鋼材。結(jié)構(gòu)用不銹鋼大口徑方管(GB/T14975-2002)是廣泛用于化工、石油、輕紡、醫(yī)療、食品、機(jī)械等工業(yè)的耐腐蝕管道和結(jié)構(gòu)件及零件的不銹鋼制成的熱軋(擠、擴(kuò))和冷拔(軋)大口徑方管。格齊全")
