
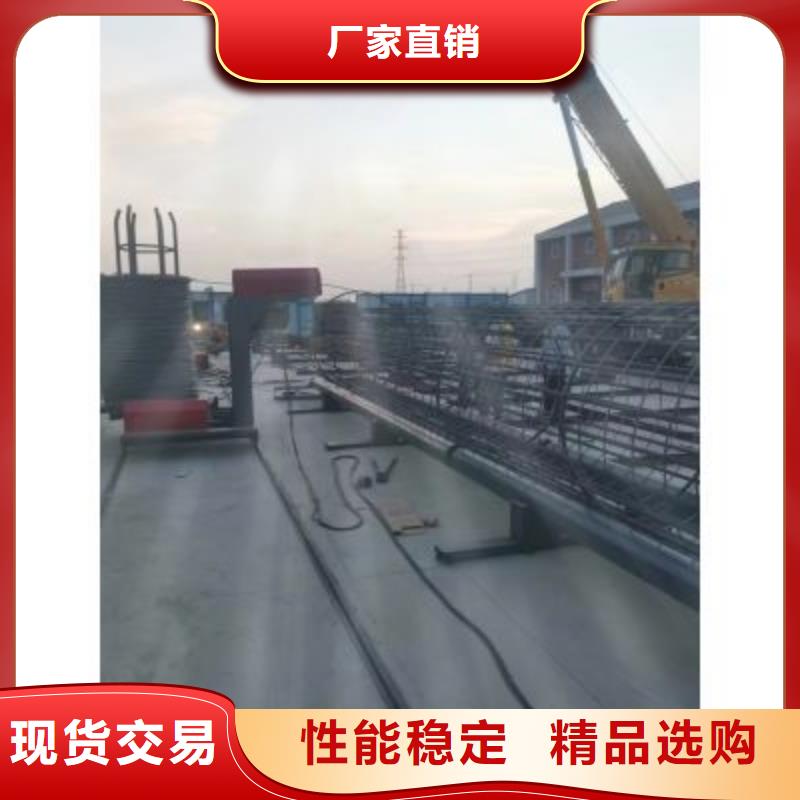




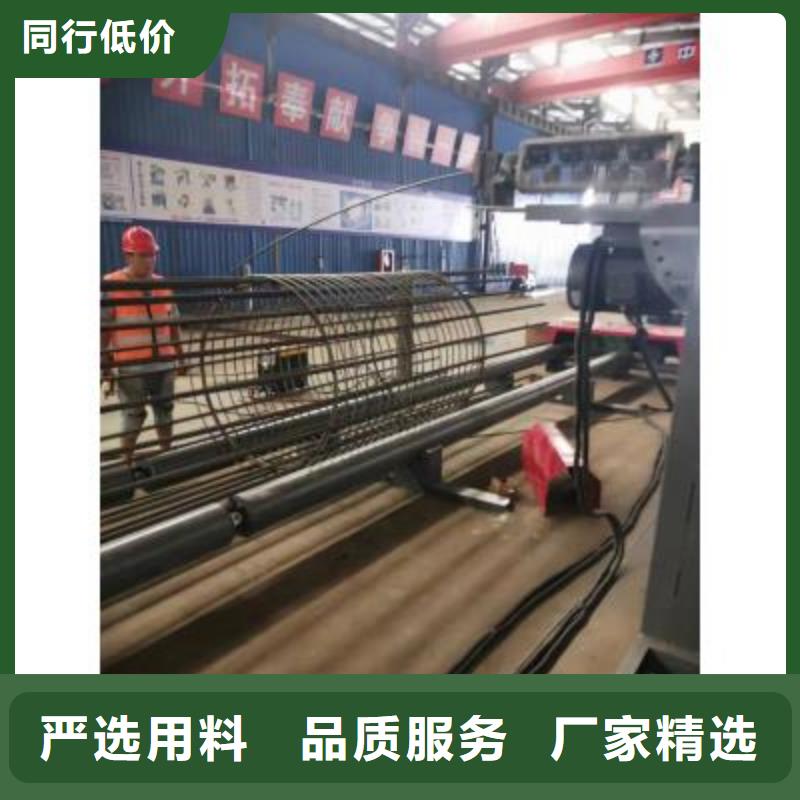
箍筋纏繞及焊接鋼筋安裝利用箍筋盤,通過調(diào)直機構(gòu),把箍筋端部與主筋連接,移動盤轉(zhuǎn)動前移,通過控制臺設(shè)定好的轉(zhuǎn)速與移動速度,進行箍筋纏繞及間距控制。箍筋與主筋交叉點采用CO2保護焊焊接。該部位為設(shè)備的選配結(jié)構(gòu),可選擇自動電話手,也可直接人工焊接。6、相鄰鋼筋籠對接以、二節(jié)鋼筋籠連接為例,當節(jié)鋼筋籠加工完成后,在末端剩余1m時,通過固定盤分料器,人工連接第二節(jié)主筋,完成后開動移動盤繼續(xù)向前移動,同時繼續(xù)纏繞箍筋,停止焊接,將第二節(jié)鋼筋籠拖出固定盤模板1m后,阿里鋼筋籠繞筋機停止移動盤,鎖緊固定盤模板定位螺栓,人工標識主筋連接順序,拆開兩節(jié)鋼筋籠之間的連接,卸除節(jié)鋼筋籠,將移動盤回移到位后,重復以上工序,完成第二、三節(jié)鋼筋籠加工。7、加勁箍圈的制作與安裝加勁箍圈采用自動彎箍機進行加工。加勁箍圈安裝分為兩步,步分是在鋼筋籠完成自動滾焊后卸除鋼筋籠前,為保證整體剛度,在鋼筋籠兩端及中間各焊接一加勁箍圈;第二步是完成卸籠后,在半成品存放區(qū)進行剩余部分加勁箍圈的安裝及焊接及聲測管的安裝。
<阿里>建貿(mào)機械設(shè)備有限公司 阿里數(shù)控鋼筋籠繞筋機優(yōu)惠多-河南建貿(mào)控鋼筋籠繞筋機優(yōu)惠多-河南建貿(mào)")
控鋼筋籠繞筋機優(yōu)惠多-河南建貿(mào)")
切割時要保證斷料的長度準確性直徑12mm以下的可用人工切割;直徑40mm以下的鋼筋可用機械切割。
控制誤差應根據(jù)圖紙和配料單所表示的規(guī)格、尺寸控制在規(guī)定范圍之內(nèi)。鋼筋籠繞筋機
5.鋼筋籠焊接制作
施焊前,鋼筋的裝配與定位應符合下列要求:
首先采用幫條焊時間隙應為2.5mm;采用搭接焊應保證兩鋼筋的軸線在同一直線上,不得錯開搭接焊;幫條與主筋之間用四點定位焊固定,搭接焊時兩點固定,定位焊縫應離幫條或搭接端部20mm以上。
施焊時引弧應在幫條或搭接鋼筋的一端開始,收弧應在幫條或搭接鋼筋端頭上,弧坑應填滿。多層施焊時, 層焊縫應有足夠的熔深。主焊縫與定位焊縫,特別是在定位焊縫的始終端,應熔合良好。
控鋼筋籠繞筋機優(yōu)惠多-河南建貿(mào)") <阿里>建貿(mào)機械設(shè)備有限公司
<阿里>建貿(mào)機械設(shè)備有限公司
控鋼筋籠繞筋機優(yōu)惠多-河南建貿(mào)")
阿里鋼筋籠繞筋機優(yōu)勢1,阿里鋼筋籠繞筋機加工范圍廣,適合各種主筋箍筋數(shù)量,形式、型號、大小、長度的設(shè)計要求,不會因為設(shè)備功能影響鋼筋籠設(shè)計或不能上機生產(chǎn)。2,機械化作業(yè)不受人為因素影響,長時間工作可穩(wěn)定不變。質(zhì)量穩(wěn)定。3,阿里鋼筋籠繞筋機做出的產(chǎn)品結(jié)構(gòu)緊湊,造型美觀。4,成型速度快,待工狀態(tài)2個可全程生產(chǎn),正常工況3-6人可生產(chǎn)10-20多節(jié)鋼筋籠。5,流水線作業(yè)形式,獨立施工不受工序影響,不間斷完成主筋箍筋焊接成型,繞筋過程施焊等全部過程。6,組合式設(shè)計使搬運、安裝、聲場等過程不依賴起重設(shè)備,適應工廠化大批量固定生產(chǎn)和施工現(xiàn)場分散的機動作業(yè)。7,繞筋,主筋可雙筋同時制作。阿里鋼筋籠繞筋機,是建筑行業(yè)中以手工工藝制作的各種圓型鋼筋籠,采用半自動的方法去完成其繞筋成型整個工藝過程的專用機械裝備(亦可在膠輥上制作骨架)。廣泛應用于國防、市政的大型高層建筑,高速鐵路,高速公路,跨海大橋的沉孔樁等大型基礎(chǔ)設(shè)施。
