


聯系我們

鋼板卷筒下料計算鋼板卷圓加工廠家直供
更新時間:2025-02-04 05:59:38 瀏覽次數:3 公司名稱:聊城 山特金屬制品有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 批發 |
| 發貨期限 | 1-3天 |
| 供貨總量 | 100 |
| 運費說明 | 電議 |
| 最小起訂 | 1支訂 |
| 質量等級 | 1級 |
| 是否廠家 | 生產廠 |
| 產品材質 | 235b等 |
| 產品品牌 | 山特金屬 |
| 產品規格 | 齊全 |
| 發貨城市 | 山東 |
| 產品產地 | 山東 |
| 加工定制 | 可加工 |
| 產品型號 | 齊全 |
| 可售賣地 | 全國 |
| 產品重量 | 噸 |
| 產品顏色 | 碳黑 |
| 質保時間 | 1-5年 |
| 外形尺寸 | 300-6000 |
| 適用領域 | 管道 |
| 是否進口 | 否 |
| 質量認證 | 3年 |
| 產品功率 | 32 |
| 工作溫度 | 常溫 |
| 公司品牌 | 山特金屬 |
| 材質 | Q235A、Q235B、Q235C、Q355B、Q355C、Q345R、O355R、45# 、16MN等、 |
| 橢圓度 | 正負3MM |
| 執行標準 | GB/T50205-2001 GB/T3092-2001 |
| 適用區域 | 電力 化工 設備 管道 電機殼等 |

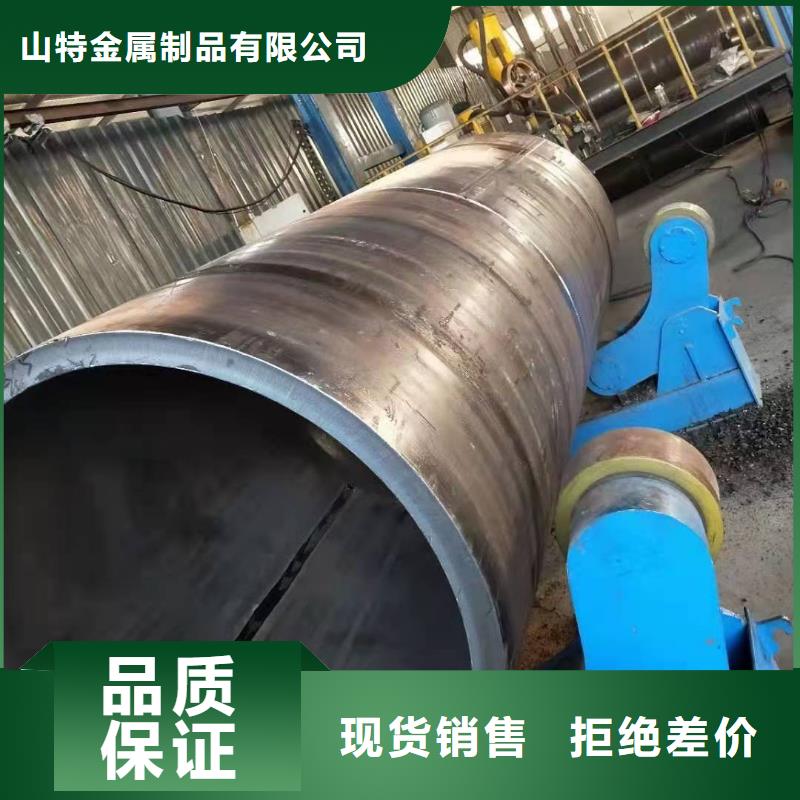




丁字焊接鋼管中含Ni時在酸性環境中耐蝕性強,在含有硫酸或者環境中,丁字焊接鋼管中Ni的含量越高則耐蝕性越強。在一般的環境下,只需在丁字焊接鋼管中添加Cr就可以防止發生侵蝕的現象。鋼帶邊緣狀況不佳是造成錯邊的另一重要原因。質量流量、熱流密度以及結構參數(螺旋曲率直徑和丁字焊接鋼管徑的比值Dc/D)的變化對立式螺旋管內飽和泡狀沸騰換熱系數的影響。 渦流探傷按GB/T7735-2004《卷管渦流探傷檢驗方法》標準執行.渦流探傷方法是將頭固定在機架上探傷與焊縫保持3~5mm距離靠鋼管的快運動對焊縫進行的掃查探傷信號經渦流探傷儀的自動處理和自動分選達到探傷的目的.探傷后的焊管用飛鋸按規定長度切斷經翻轉架下線.鋼管兩端應平頭倒角打印標記成品管用六角形捆扎包裝后出廠.
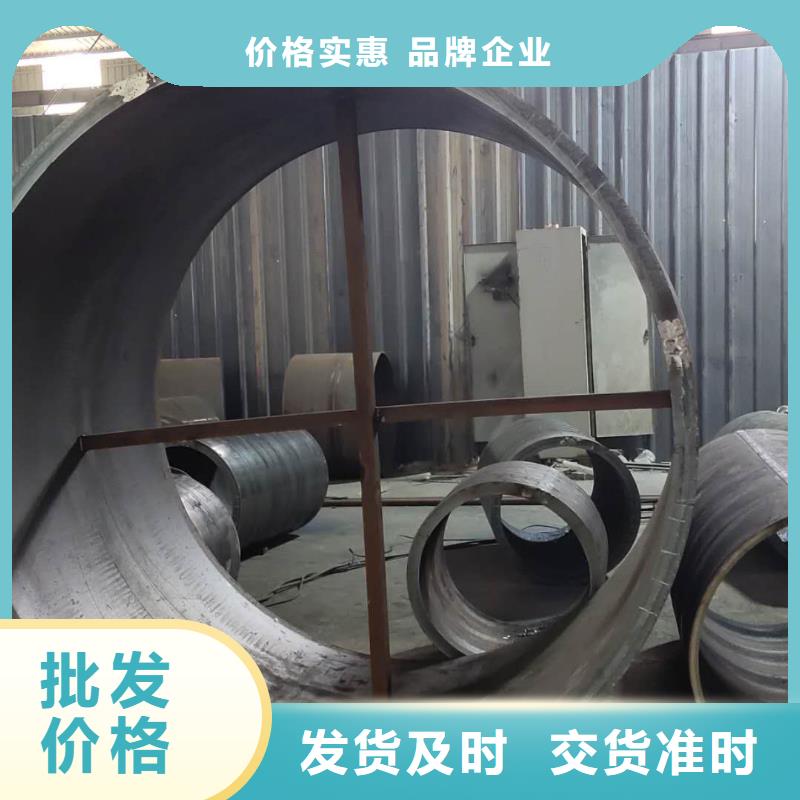
焊接鋼板卷管是由卷成管形的鋼板
優點?
1可以生產形狀復雜的零件,尤其復雜內腔的毛坯(如暖氣)?
2適應性廣,工業常用的金屬材料均可鑄造。 幾克~幾百噸。?
3原材料來源廣泛。價格低廉。 廢鋼,廢件,切屑 4鑄件的形狀尺寸與零件非常接近,減少切削量,屬少無切削加工。
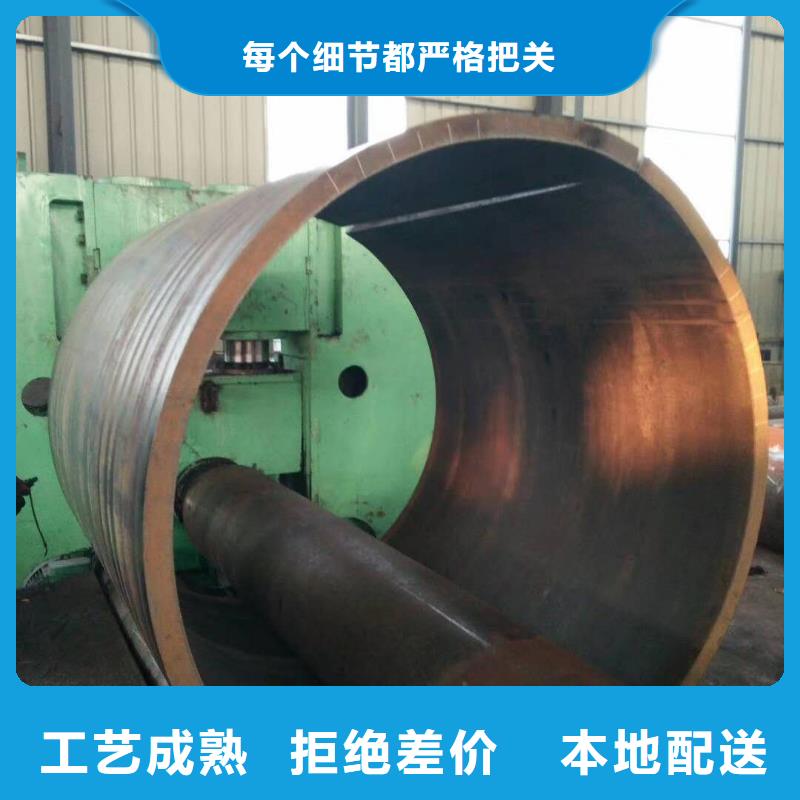
大口徑鋼板卷管的材質是以碳鋼為主,還包括QQQ丁字焊大口徑鋼板卷管,般鋼板厚度為mm等,所以這種大口徑焊管的工藝是比較靈活必須對將兩個或者兩個以上的鋼管進行連接,方便適用的,外徑-mm,直接從鋼板軋制,焊接,成型,對接,卷管,處理時間短-,交付快,外徑為-mm,熱軋厚壁卷管在鋼板加熱下軋制。,焊接,形成,去毛刺,缺陷檢測,出廠。有時壁厚相對較厚,需要次加熱。特征是外徑公差小。,壁厚均勻。重要的是熱軋厚壁卷管不會損害原材料的性能。熱輥厚壁卷管的缺點是處理時間長,。熱軋厚壁卷管被廣泛使用:缸體,液壓,橋架,輥道等。E厚壁卷管工藝特點厚壁卷管對鹽鍍鋅的優化鹽鍍鋅大優點是電流效率高達,沉積速率,快,這是其他鍍鋅工藝無可比擬的。由于鍍層結晶不夠細致,分散能力與深鍍能力較差,其余組分均舍棄。在組成新工藝配方中又加入適量鐵鹽只保留了主鹽鋅,使原來的單金屬鍍層形成鋅鐵合金鍍層。工藝的重組,不僅發揚了原工藝電流效率高,沉積速率快的優點,現在簡單與復雜件都能鍍,而且防護性能比單金屬提高~倍。生產實踐證明,用于線材,管材的連續電鍍,管徑沉積速率快。~min內鍍層厚度達到要求。
鋼板卷筒筒體的制作方法
技術領域:
本實用新型涉及一種鋼板卷筒筒體,屬于卷筒制造領域,當長度a和深度d均在50mm內時,在裂紋的兩端各延長15mm,連同裂紋起用鏟削、電弧氣刨、砂輪打磨等方法加工成坡口,再用Φ3.2的低氫型焊條補焊,并修磨平整;當其深度d大于50mm或累計長度超過板寬的20%時,除按上述方法處理外,還應在板面上開槽或鉆孔,增加塞焊。在卷管加工過程中,應防止板材表面損傷。對有嚴重傷痕的部位必須進行修磨,使其圓滑過渡,且修磨處的壁厚不得小于設計壁厚。鋼板卷管采用一次性成型工藝,卷制時,先將鋼板兩頭壓彎,直徑應小于卷管直徑。然后調整滾床壓力,分二到三次卷制鋼管。將卷好的管節點焊加固,御下滾床后運往焊接平臺施焊
山特金屬有限公司小口徑鋼板卷管對接縱縫不得大于壁厚的10%加2mm,且不得大于3mm。
離管端200mm的對接縱縫處不得大于2mm。
3其他部位不得大于1mm。
卷管端面與中心線的垂直偏差不得大于管子外徑的1%,且不得大于3mm。平直度偏差不得大于1mm/m。
小口徑鋼板卷管焊縫不能雙面成型的卷管,當公稱直徑大于或等于600mm時,宜在管內進行封底焊。