





阿壩螺旋管的生產工藝形式分析:
螺旋管采用螺旋成型器成型,它可分為上卷成型和下卷成型兩種。日前螺旋管的成型器結構形式歸納起來有三種基本形式:
套筒式螺旋成型器:只適用于小口徑焊管的成型。它造價低,操作容易。
輥式螺旋成刪器:輥式成型器是根據三輥彎板機工作原理制成,這種成型器與帶鋼的接觸面呈滾動摩擦,阻力小、工具壽命長,對產品表面幾乎無擦傷。
芯棒螺旋成型器:這種成型器適合于小直徑、薄壁優越的螺旋管的成型。但鋼管內表面可能因摩擦而被擦傷。
阿壩螺旋管在夏季下線后需要注意的問題:
1、阿壩螺旋管下線后應擺放在平整的地方,平擺開,不要互相擠壓式擺放,如需擠壓式擺放至少要間隔24小時,等PE層完全附著到鋼管外壁才可以。
2、阿壩螺旋管下線后不要被雨淋,雨淋后容易導致管接口滲水。

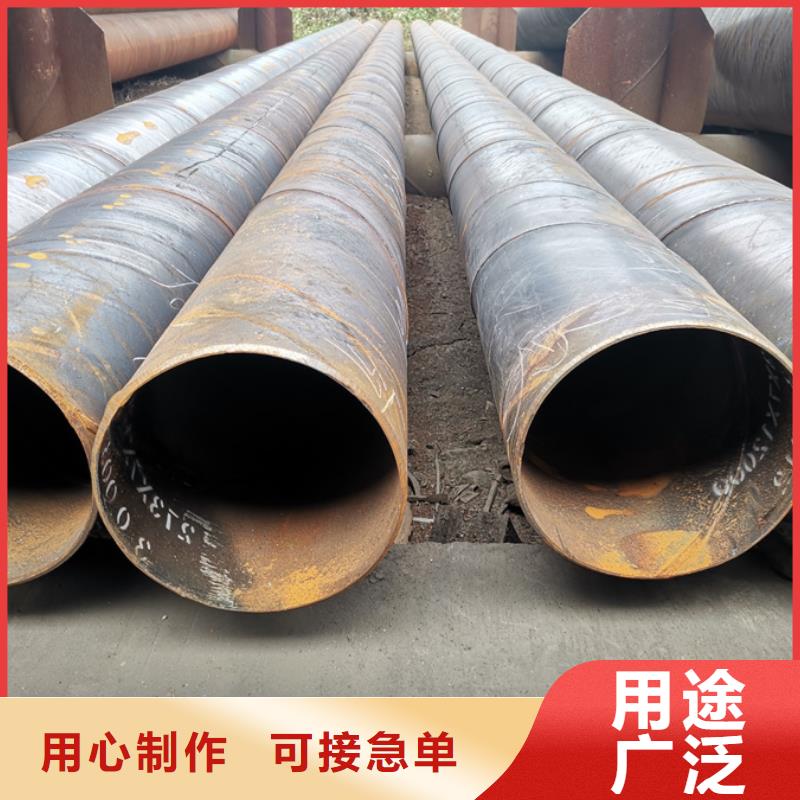
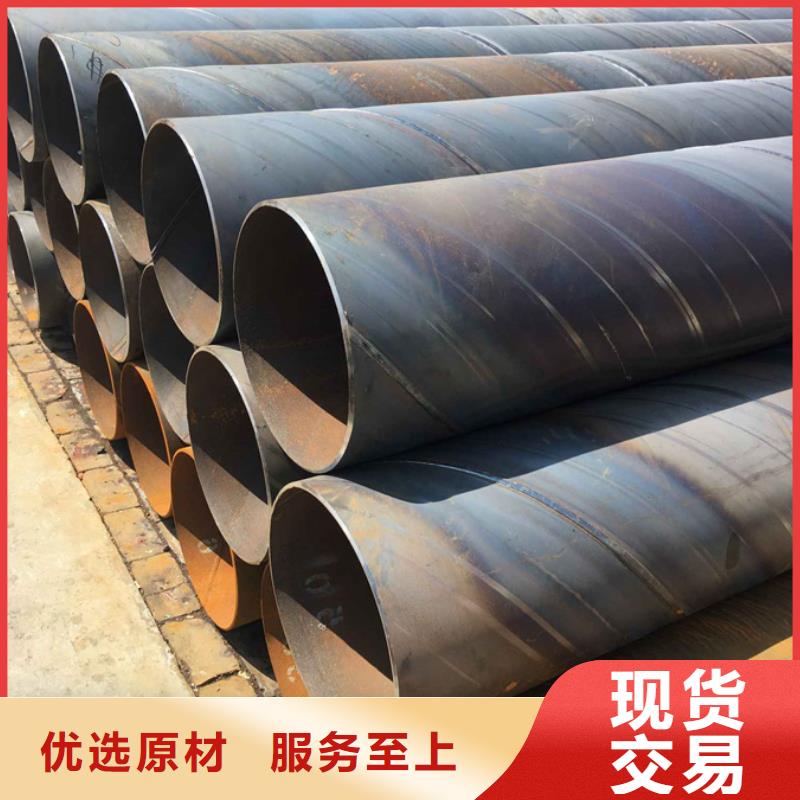
阿壩工業用螺旋管:
螺旋管主要用于石油、天然氣的輸送管線,其規格用外徑*壁厚表示。螺旋管有單面焊的和雙面焊的,焊管應保證水壓試驗、焊縫的抗拉強度和冷彎性能符合規定。
阿壩螺旋管的表面怎樣做處理:
1、阿壩螺旋管清洗:
應用溶劑、乳劑清洗鋼材外表,以到達去除油、油脂、塵土、光滑劑和相似的有機物,但它不能去除鋼材外表的銹、氧化皮、焊藥等,因而在防腐出產中只作為輔佐措施。
2、阿壩螺旋管工具除銹:
首要運用鋼絲刷等工具對鋼材外表進行打磨,可以去除松動或翹起的氧化皮、鐵銹、焊渣等。手工工具除銹能到達Sa2級,動力工具除銹可到達Sa3級,若鋼材外表附著結實的氧化鐵皮,工具除銹結果不理想,達不到防腐施工要求的錨紋深度。

3、阿壩螺旋管酸洗:
普通用化學和電解兩種辦法做酸洗處置,管道防腐只采用化學酸洗,可以去除氧化皮、鐵銹、舊涂層,有時可用其作為噴砂除銹后的再處置。化學清洗固然能使外表到達必然的潔凈度和粗拙度,但其錨紋淺,并且易對情況形成污染。
4、阿壩螺旋管噴(拋)射除銹:
噴(拋)射除銹是經過大功率電機帶動噴(拋)射葉片高速扭轉,使鋼砂、鋼丸、鐵絲段、礦物質等磨料在離心力效果下對鋼管外表進行噴(拋)射處置,不只可以徹底肅清鐵銹、氧化物和污物,并且鋼管在磨料兇猛沖擊和磨擦力的效果下,還能到達所需求的平均粗拙度。

5.阿壩螺旋管熱裂紋
在螺旋鋼管埋弧焊接中焊道內可產生熱裂紋.為這種裂紋通常在起弧和熄弧處裝有墊板并在板卷對焊接結束時可將螺旋鋼管逆轉而將焊進疊焊.熱裂紋在焊縫應力很大的時候或者焊縫金屬內的si很高的時候容易產生.
6.阿壩螺旋管硫裂
硫裂也就是硫引起的裂紋,焊接硫偏析帶很強的板材時硫偏析帶中的硫化物進入焊縫金屬而產生的裂紋.其原因是在硫偏析帶中含有低熔點的硫化鐵和鋼中存在氫氣.
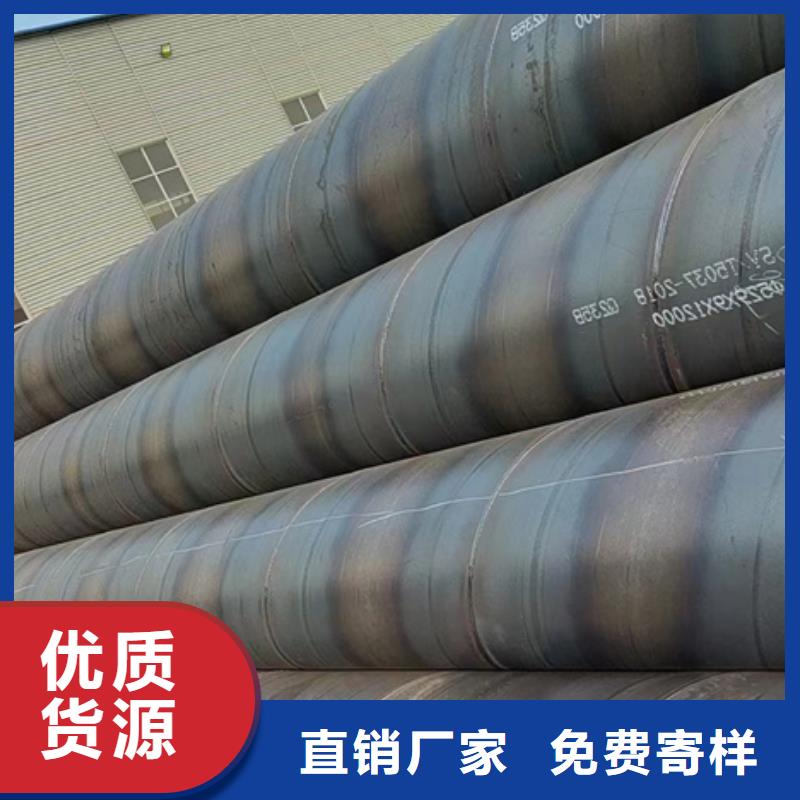
螺旋管廠介紹DN250螺旋管外徑為273mm,常見壁厚主要有6mm、7mm和8mm三種。
阿壩273螺旋管實際壁厚主要有兩種
執行標準為9711的壁厚下差范圍在0.5mm---0.6mm左右。
執行標準為5037的壁厚偏差范圍在1.0mm---1.2mm左右。
