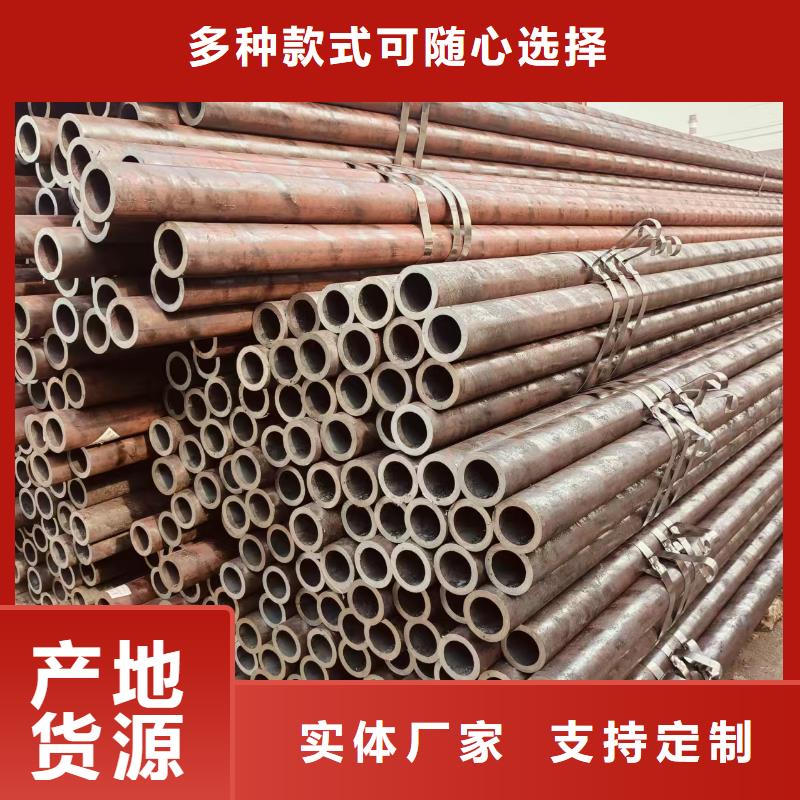




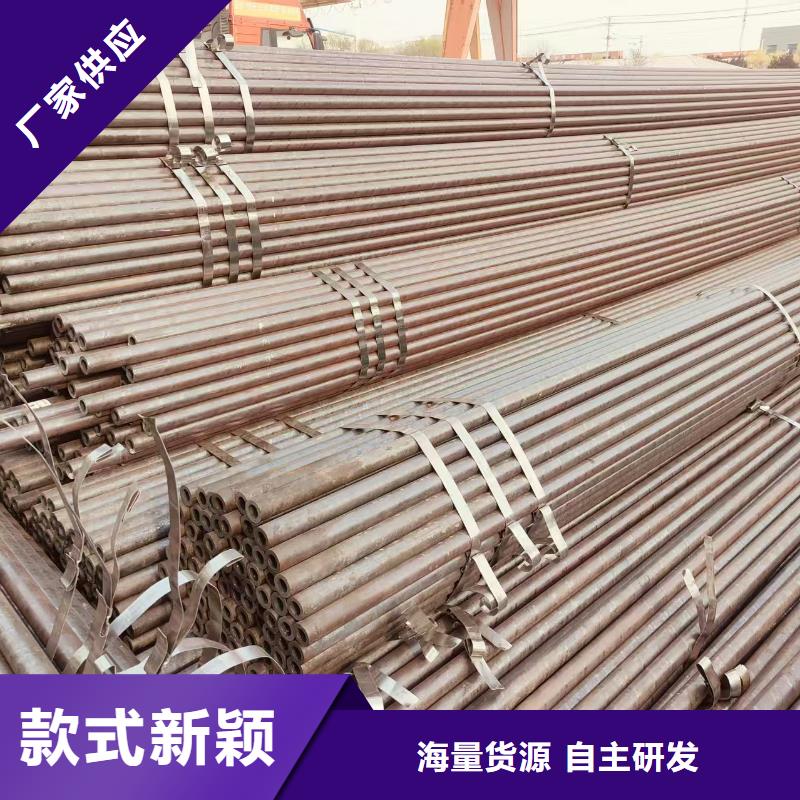
想知道精軋管批發產品的獨特魅力嗎?視頻里的產品介紹,比文字更有說服力,一看便知!
以下是:精軋管批發的圖文介紹

聚旺物資有限公司
在長期跟客戶溝通實踐的過程中, 廣東江門君誠鋼塑復合管產品和技術得以不斷更新,使得公司在人才和技術上處于較高地位,在穩定發展的同時,聚旺物資有限公司響應號召,積j i開拓國外市場,讓產品走出國,遠銷歐美、非洲、中南亞等數十個和地區,并得到了國外同仁的喜愛。務實進取,精工細作,歡迎各界同仁蒞臨考察指導工作!


1、廣東江門當地熱軋無縫管一般在自動軋管機組上生產。實心管坯經檢查并表面缺陷,截成所需長度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不斷旋轉和前進,在軋輥和頂頭的作用下,管坯內部逐漸形成空腔,稱毛管。再送至自動軋管機上繼續軋制。經均整機均整壁厚,經定徑機定徑,達到規格要求。利用連續式軋管機組生產熱軋無縫鋼管是較先進的方法。1.2、廣東江門本地若欲獲得尺寸更小和質量更好的無縫管,必須采用冷軋、廣東江門附近冷拔或者兩者聯合的方法。冷軋通常在二輥式軋機上進行,鋼管在變斷面圓孔槽和不動的錐形頂頭所組成的環形孔型中軋制。冷拔通常在0.5~100T的單鏈式或雙鏈式冷拔機上進行。1.3、廣東江門本地擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內,穿孔棒與擠壓桿一起運動,使擠壓件從較小的模孔中擠出。此法可生產直徑較小的鋼管。



在無縫管投入使用前,必須進行嚴格的質量檢查。這包括外觀檢查(如有無裂紋、廣東江門本地銹蝕、廣東江門附近劃痕等)、廣東江門尺寸精度檢查(如壁厚、廣東江門同城外徑、廣東江門同城長度等)、廣東江門本地化學成分分析以及力學性能測試(如抗拉強度、廣東江門本地屈服強度、廣東江門附近沖擊韌性等)。正確安裝與固定:無縫管的安裝過程需嚴格按照操作規程進行。在安裝前,應清理管道內部雜物,確保管道暢通無阻。安裝時,應使用專用工具和設備,避免對鋼管造成損傷。對于需要焊接的接頭,應選擇合適的焊接工藝和材料,確保焊接質量。同時,鋼管的固定也需牢固可靠,避免因振動、廣東江門當地位移等因素導致的泄漏或斷裂。合理布置與支撐:無縫鋼管的布置應考慮介質的流向、廣東江門流速、廣東江門本地壓力以及溫度等因素,確保管道系統運行順暢。在布置過程中,應避免急彎、廣東江門附近銳角等不利因素,以減少流體阻力和管道應力。此外,還需合理設置管道支架和吊架,以分散管道重量和支撐力,防止管道因受力不均而變形或損壞。



般的無縫鋼管的生產工藝可以分為冷拔與熱軋兩種,冷軋無縫鋼管的生產流程一般要比熱軋要復雜,管坯首先要進行三輥連軋,擠壓后要進行定徑測試,如果表面沒有響應裂紋后圓管要經過割機進行切割,切割成長度約一米的坯料。然后進入退火流程,退火要用酸性液體進行酸洗,酸洗時要注意表面是否有大量的起泡產生,如果有大量的起泡產生說明鋼管的質量達不到相應的標準。外觀上冷軋無縫鋼管要短于熱軋無縫鋼管,冷軋無縫鋼管的壁厚一般比熱軋無縫鋼管要小,但是表面看起來比厚壁無縫鋼管更加明亮,表面沒有太多的粗糙,口徑也沒有太多的毛刺。熱軋無縫鋼管的交貨狀態一般是熱軋狀態經過熱處理后進行交貨。熱軋無縫鋼管在經過質檢后要經過工作人員的嚴格的手工挑選,在質檢后要進行表面涂油,然后緊接著是多次的冷拔實驗,熱軋處理后要進行穿孔的實驗,如果穿孔擴徑過大就要進行矯直矯正。在矯直后再由傳送裝置傳送到探傷機進行探傷實驗,貼上標簽、廣東江門當地進行規格編排后放置到到倉庫當中。圓管坯→加熱→穿孔→三輥斜軋、廣東江門當地連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫 無縫鋼管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、廣東江門同城冷軋或冷撥制成。無縫鋼管的規格用外徑*壁厚毫米數表示。熱軋無縫管外徑一般大于32mm,壁厚2.5-200mm,冷軋無縫鋼管外徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm壁厚小于0.25mm,冷軋比熱軋尺寸精度高。一般用無縫鋼管是用10、廣東江門同城20、廣東江門附近30、廣東江門附近35、廣東江門本地45等優質碳結鋼16Mn、廣東江門附近5MnV等低合金結構鋼或40Cr、廣東江門當地30CrMnSi、廣東江門附近45Mn2、廣東江門本地40MnB等合結鋼熱軋或冷軋制成的。10、廣東江門本地20等低碳鋼制造的無縫管主要用于流體輸送管道。45、廣東江門本地40Cr等中碳鋼制成的無縫管用來制造機械零件,如汽車、廣東江門附近拖拉機的受力零件。一般用無縫鋼管要保證強度和壓扁試驗。熱軋鋼管以熱軋狀態或熱處理狀態交貨;冷軋以熱處理狀態交貨。熱軋,顧名思義,軋件的溫度高,因此變形抗力小,可以實現大的變形量。以鋼板的軋制為例,一般連鑄坯厚度在230mm左右,而經過粗軋和精軋,終厚度為1~20mm。同時,由于鋼板的寬厚比小,尺寸精度要求相對低,不容易出現板形問題,以控制凸度為主。對于組織有要求的,一般通過控軋控冷來實現,即控制精軋的開軋溫度、廣東江門本地終軋溫度.圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫。
