



更新時間:2025-06-27 13:43:21 ip歸屬地:巴中,天氣:多云轉晴,溫度:21-32 瀏覽次數:22 公司名稱:聊城 金杰金屬制造(巴中市分公司)
| 產品參數 | |
|---|---|
| 產品價格 | 97 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 材質 | Q195B Q235B Q345B Q355B 16MN |
| 產地 | 山東 |
| 規格 | 齊全 |
| 類型 | 型鋼 |
| 顏色 | 金屬色 |
| 品牌 | 金杰金屬 |
| 型號 | 350*175 300*150 |
| 可定制 | 是 |
| 用途范圍 | 鋼結構工程 立體車庫工程 玻璃幕墻工程 |
| 計重方法 | 過磅 理計 |
| 范圍 | 型鋼-方鋼管供應范圍覆蓋四川省 成都市、綿陽市、攀枝花市、瀘州市、樂山市、宜賓市、廣安市、巴中市、甘孜市、涼山市、阿壩市、資陽市、雅安市、遂寧市、內江市、南充市、自貢市、德陽市、廣元市、眉山市 巴州區、通江縣、南江縣、平昌縣等區域。 |



金杰金屬制造(巴中市分公司)的經營理念:“誠信、創新、服務、共贏” 服務承諾:支持驗貨、隨貨帶材質單、 Q345B角鋼產品明細單。 服務宗旨:雄厚的實力、優質的 Q345B角鋼產品、低廉的價格、完善的服務。 質量方針:以嶄新的姿態獨樹一幟。誠實貴于珠寶、守信乃人民之珍。以產品質量為立足之本、以重合同守信用為永恒的宗旨。 金杰金屬制造(巴中市分公司)全體員工充滿信心,公司將更加重視人才引進和技術創新,始終堅持科技創新和質量,服務國內外用戶,與時俱進,共創輝煌!





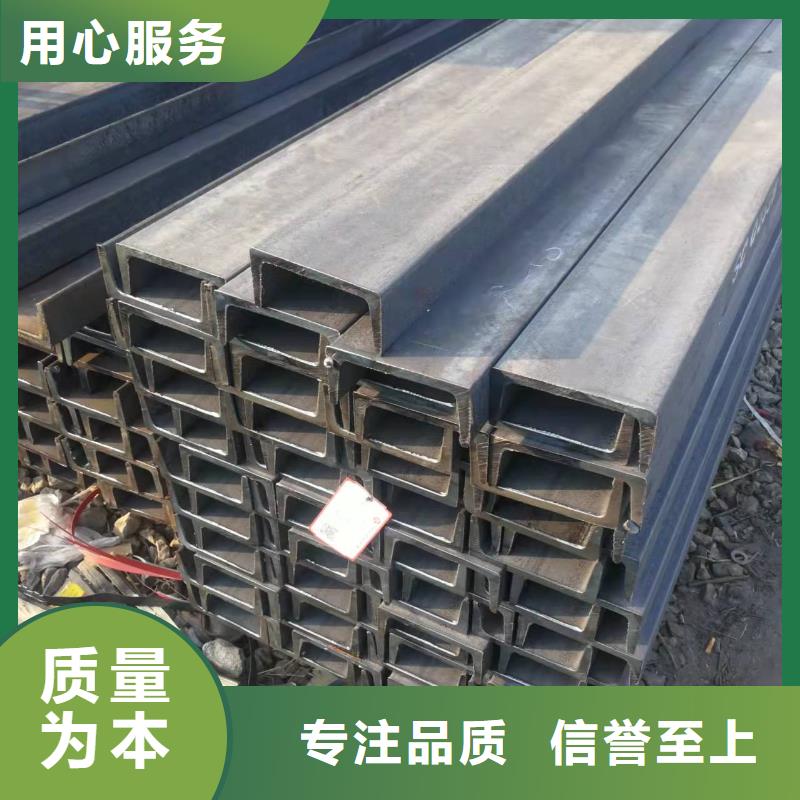
在進行鍍鋅加工之前可能酸洗時間過長,對基管造成了嚴重的侵蝕,所以會嚴重影響鍍鋅角鋼的鍍鋅層。會使鋼材的外表面出現凹凸不平的傷痕和缺陷,這是鍍鋅件表面不平整的其中一個原因。
熔融的鋅液溫度太高或者是浸入鋅槽的時間太長,也會影響鍍鋅層的美觀度。溫度過高或者時間過長,會出現某些化學反應,使鋅鐵合金層太厚、分布不均勻,表面粗糙。鋼材鍍鋅變厚的話,外觀會顯得粗糙。因為過厚的鍍鋅層,鍍鋅層晾干的時間會變,鍍鋅層晾干的時間會變長,基體材料的厚度過于厚,或者是鍍鋅工藝完成之后不做任何隔離措施就堆放在一起,都是造成鍍鋅外觀不平整的因素。型鋼
鍍鋅防腐層的粗糙和光滑是相對而言的。和大部分的鋼板、鋼管的熱鍍鋅制作過程不一樣的是,角鋼的鍍鋅工藝不是單個的加工,是一批一批的對角鋼進行鍍鋅過程,鍍鋅層沒有氣刀吹抹這一步驟。如果基體鋼材的外表面本身就是凹凸不平、有嚴重銹蝕傷痕或明顯的劃痕等,完成熱鍍鋅工藝之后,它的表面并不會比之前更光滑平整。鋼材中含有的成分也會因為特殊反映影響到鋅鐵合金層,使其結合的過厚和不均勻,出現外表不光滑、有缺陷。
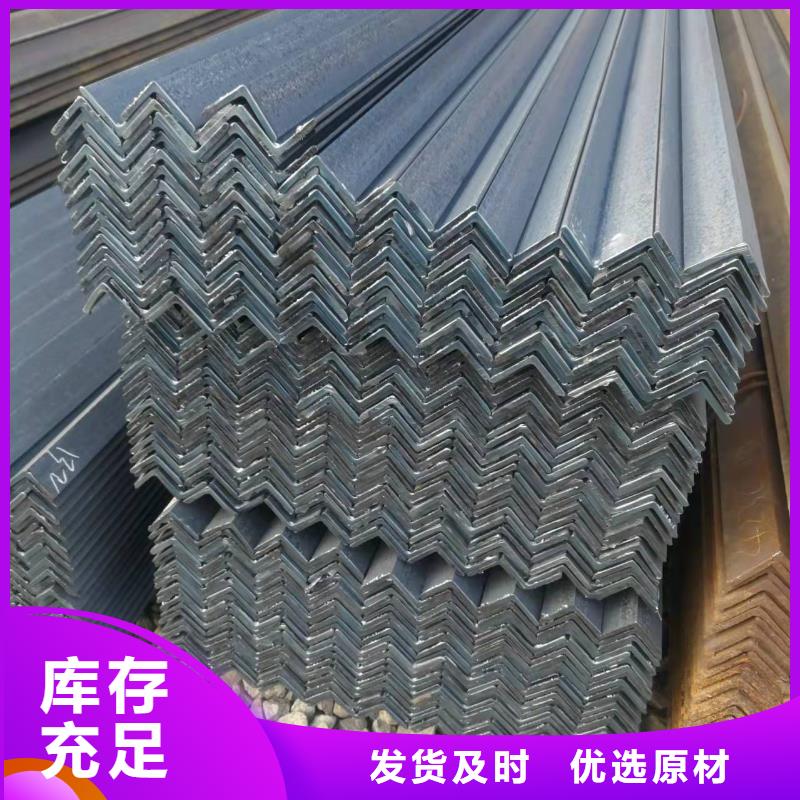
鍍鋅角鋼中如果其外表粗糙的話,說明它的使用更可靠,應用期限會更長,因為它比光滑表面角鋼鍍鋅層更厚實,只是外表看起來不太美觀,通常這種情況不算是缺陷,都是能被接受的。所以不屬于質量原因。



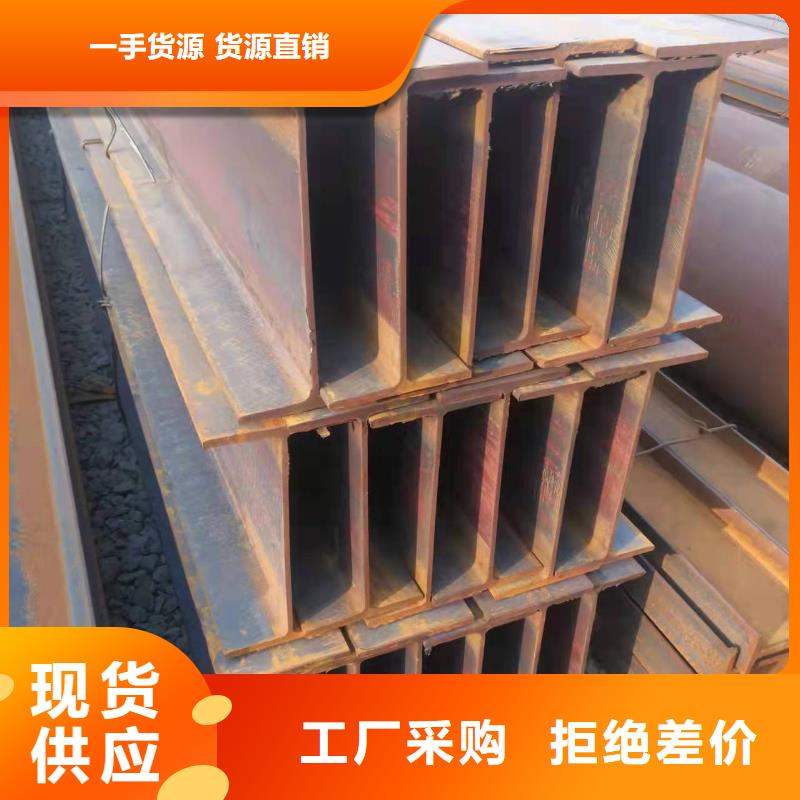
有熱軋成型及焊接組合成型兩種生產方式。
焊接H型鋼厚度帶鋼裁成合適的,在連續式焊接上將和焊接。焊接H型鋼有消耗大、生產的經濟效益低、不易保證產品性能均勻等缺點。因此,H型鋼生產以軋制方式為主。H型鋼和普通在軋制上的主要區別是,后者可以在兩輥中軋制,前者需要在 孔型中軋制。采用近終形連鑄異型坯、通過四輥 軋制生產的熱軋H型鋼具有優質、、低耗、低成本等顯著特點,在提高材料、使用經濟效益方面具備巨大的優越性。
高頻焊接H型鋼將分流器端片(T型材、-1黃銅)兩件與電阻片(厚1.5、寬20、長45,錳銅板)5片;以高頻加熱的方式;用銅磷專用焊料焊接;要求:釬焊過程≤1min,重點解決:定位和焊接問題(以往釬焊過程采用氣焊方法)。主要技術經濟指標:焊后產品無氧化,焊接質量高于氣焊;端片與電阻片焊接可靠,焊接無熔化及變形;保證分流器的電阻
高頻焊接輕型H型鋼的技術特點是:(1)焊接速度快,可達到18-/分;(2)熱影響小,容易控制H型鋼變形;(3)可焊接不同組合的H型鋼;(4)可實現生產,減少焊接應力。
技術水平:(1)截面尺寸精度高;(2)截面性能優良;(3)截面尺寸可按用戶要求定制的特點。、材質一致時熱軋H型鋼完全可代替焊接H型鋼,并且前者比后者質量有保證。一般情況下,在設計時,對多高層建筑宜采用熱軋H型鋼,對門式剛架輕鋼廠房,選用焊接變截面H型鋼其用鋼量指標更好一些,但工程造價并不能節省多少,其原因在于熱軋H型鋼的加工量要小、稍短,如果計算其綜合經濟效益(包括工程投入使用后),在工期起決定性作用的情況下,可選擇熱軋H型鋼,但當工期要求不嚴格或某些形象工程,是可本著節約資源的原則選用焊接H型鋼。
性能;生產效率提高兩倍。



對于傳統行業來說,生產H型鋼的設備有三種,統稱為鋼結構生產線,它包括鋼結構組立機,鋼結構龍門焊機,鋼結構矯正機這三部分構成。
我們所說的一條生產線是鋼結構組立機占地25m+龍門焊占地16m+矯正機占地16m+拼裝+拋丸+噴漆。
而我們的鋼結構組焊矯一體機是整合了組立焊接矯正,占地只需20m就可以,對于廠房的要求只需要1000多平就可以完成生產。
傳統的生產線所需求的廠房面積需要4500平方米左右,對于一些廠房受限的鋼構廠來說,要求就有些高了,因此鋼結構組焊矯一體機就是Z合適的了