
我們為您呈現了一部精彩絕倫的涂塑鋼管大口徑防腐鋼管庫存量大產品視頻,讓您感受產品的獨特之處。
以下是:涂塑鋼管大口徑防腐鋼管庫存量大的圖文介紹

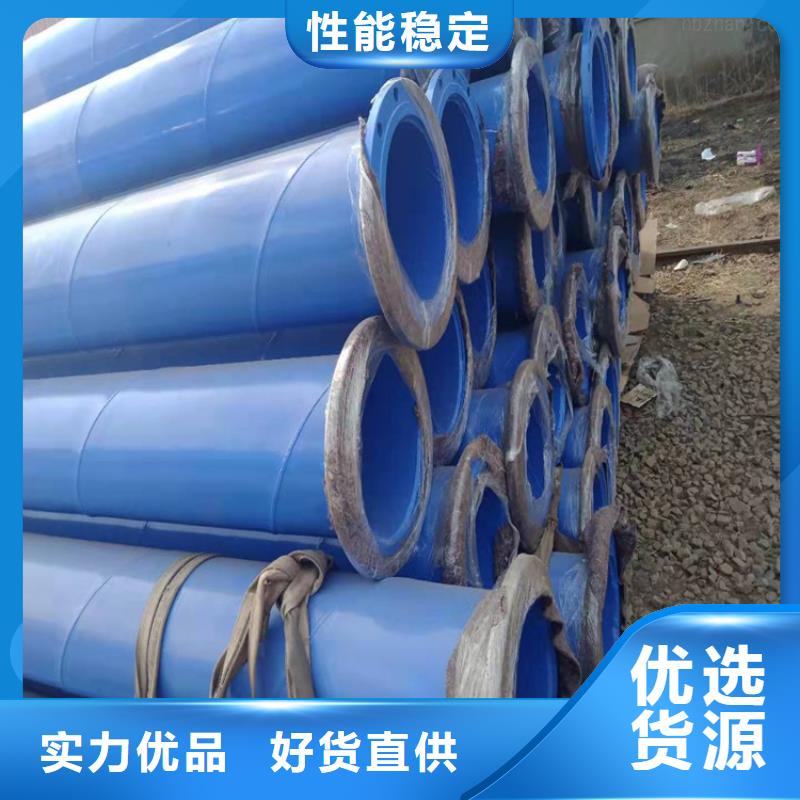
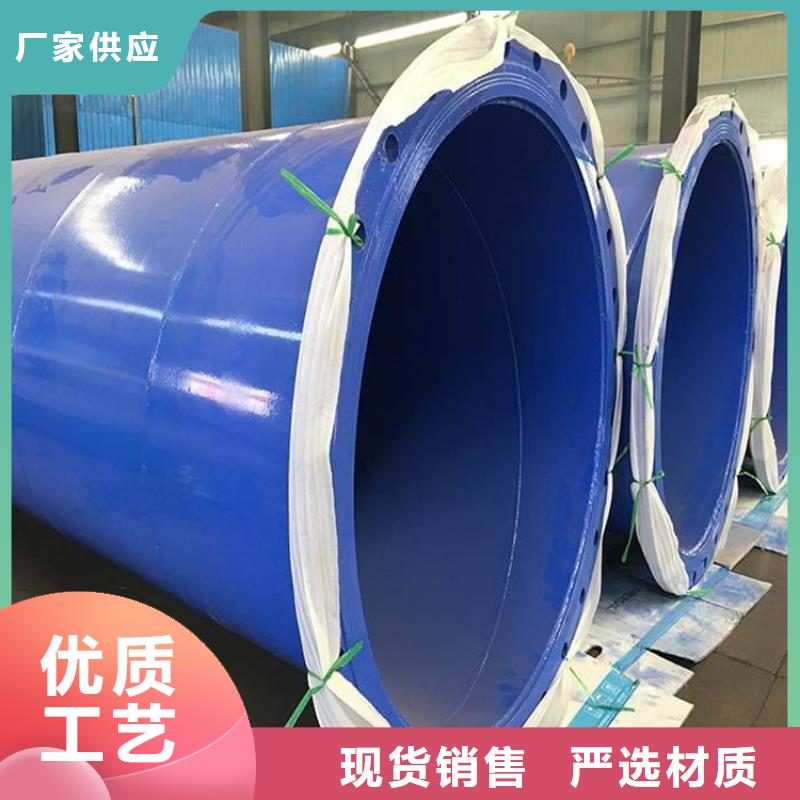
涂塑復合鋼管是以焊接鋼管、無縫鋼管為基材,內外壁涂敷環氧樹脂或聚乙烯粉末,是防腐、耐侵蝕、、無輻射的綠色環保管材,應用于各種流體輸送。基管為直縫焊接鋼管應符合GB/T3091-2008對基管的要求;基管為無縫鋼管的應符合GB/T8163-2008對基管的要求;基管為螺旋縫埋弧焊鋼管的應符合SY/T5037-2000對基管的要求。
涂塑鋼管該產品有以下幾大優點:
1、保留了傳統金屬管材的鋼度及強度,遠遠優于塑料管、鋁塑管;
2、具有內壁光滑、磨擦阻力小不結垢的特點,外壁更加美觀豪華;
3、重量輕、韌性好、耐沖擊、耐壓強度高;適用溫度更寬-30℃~100℃;
4、與管件連接方式可采用絞絲、承插、法蘭、溝槽、焊接等,多種方式、省工省力;
5、與管件連接部位熱膨脹系數差小,更可靠;
6、價格性能比合理,綜合造價低、比銅管、不銹鋼管更經濟。孔網鋼帶中間的鋼帶被打了很多的孔,使得內外層的PE有機結合成為一體,從而解決了鋼與塑料的復合問題,但卻犧牲了鋼塑管的阻氧性能,而且,由于鋼帶上孔網的存在,很大程度降低了這種類型鋼塑管的耐壓強度,高壓工作條件下,容易出現管材局部爆裂。


友駿管道有限公司主營: 甘肅金昌鋼套鋼保溫鋼管,我司是一家專業制造 甘肅金昌鋼套鋼保溫鋼管的生產企業。本公司自行設計、制造 甘肅金昌鋼套鋼保溫鋼管。本公司始終以質量、誠信為本、服務為發展方針,以開拓發展湛新的技術為前進動力,本公司熱忱歡迎社會各界人士光臨指導、惠顧洽談,共謀發展。



涂塑鋼管加工工藝分為四種:熱浸塑、高壓靜定噴涂、滾塑、包塑。而且連接方式的不同其加工的過程也不相同。該產品所需要的原材料為塑料粉末和鋼管。整個加工的開始需要采購原材料,消防一般采用的塑料粉末為環氧樹脂,所用鋼管型號為無縫鋼管、直縫鋼管或螺旋管,原材料采購回來步進行檢驗,特別是鋼管型號、長度、壁厚需要測量。
涂塑復合鋼管的施工工藝
一、檢驗:管材進廠后,檢查數量、壁厚是否符合要求,是有縫或無縫管材,管材兩端是否圓整和彎曲;
二、去污:檢查管材(管件)是否有油污,如有用OP液去除并用清水清洗,如發現有毛刺后去除、磨平;
三、酸洗:將管材(管件)浸入池中浸泡(20-25)分鐘,除銹后撈出,轉入下一道工序;
四、水洗:將酸洗后的管材放入清水池中水洗一次后撈出;
五、磷化:將清洗完畢的管材(管件)浸入磷化液中浸泡(10-15)分鐘撈出并晾干;
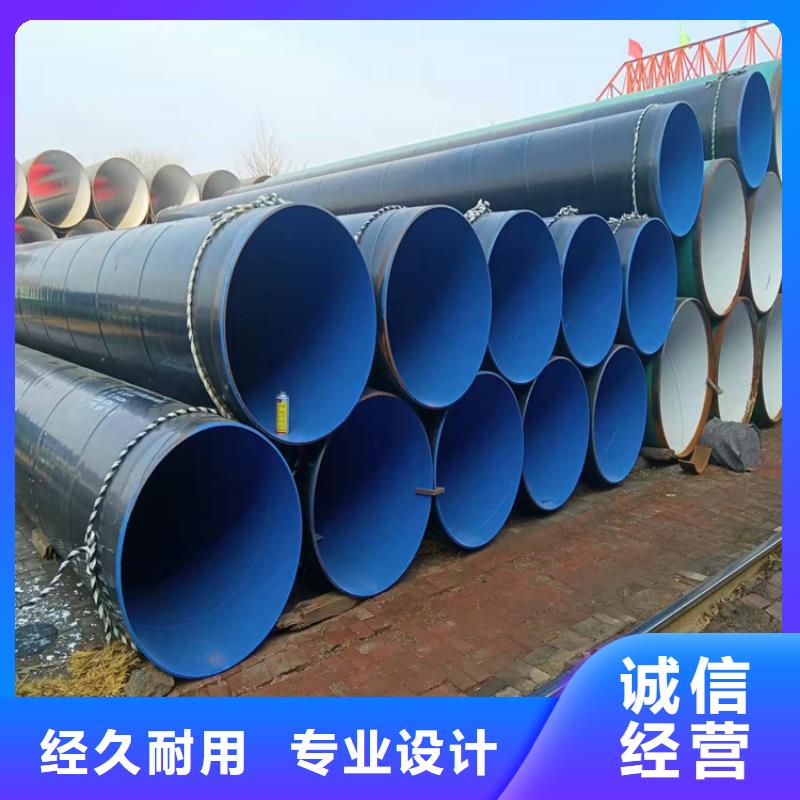
六、噴涂:將晾干后的管材(管件)放置在管架上進行內、外噴涂,噴涂前根據客戶要求選擇不同顏色的涂粉,噴涂過種中要嚴格控制靜電量、噴機的轉速、噴的出粉量,做到噴涂均勻,避免漏點;
七、固化:待烘干管材進入烘干車間后,工作人員要及時調整管材的擺放位置,盡量做到只留支撐點的損傷面積,按照涂粉的周化要求,預先調試好烘箱溫度及固化時間,并做好每一爐的記錄;產品出烘箱時,嚴禁在高溫下作業,用裸水觸摸;待產品冷卻后,正確擺放,查找磨損點,及時修補后轉入下道工序;
八、包裝:用測厚儀檢查產品內外壁噴層厚度是否符合要求,用測漏儀檢驗產品內部是有無漏點,如全部合格后,用專用工具進行包裝。


涂塑鋼管性能特點及用途的總結
涂塑管企業一定要看清形勢,保持轉型發展的定力,將“智能制造”列為行業重點任務,這為涂塑管行業轉型升級指明了方向。“涂塑管工業發展智能制造是行業革命性提質增效、提高有效供給水平的一條重要途徑,要積極開展智能制造,促進行業升級發展”。涂塑管業是自動化程度較高的流程型行業之一,智能制造發展基礎好、空間大,是落實《中國制造2025》戰略的重點行業之一。發展智能制造,一方面要加快推進涂塑管制造信息化、數字化與制造技術融合發展,把智能制造作為兩化深度融合的主攻方向。另一方面,在全行業推進智能制造新模式行動,總結可推廣、可復制經驗。重點培育流程型智能制造、網絡協同制造、大規模個性化定制、遠程運維4種智能制造新模式的試點示范,總結出涂塑管工業智能制造的發展路徑,企業品種研發、穩定產品質量、柔性化生產組織、成本綜合控制等能力,來滿足客戶多品種、小批量的個性化需求。
涂塑鋼管生產步驟大致來說,可以分為以下幾個步驟,壓槽加工,噴砂,銹跡處理,預熱,噴涂,固化,后處理等相關工藝。這里有幾點是需要值得特別說明的是,鋼管進廠檢測是很有必要的,也是很關鍵的,檢查是否有裂縫,是否有彎扁處,是否有缺口等等,這些都關系到管道能否正常使用,生產出來的產品有消防內外涂塑鋼管,大口徑防腐涂塑管,暖通冷熱循環水管等管道。


