
為了給您提供更的滾壓管45號無縫薄壁絎磨管產(chǎn)品優(yōu)勢特點產(chǎn)品信息,解鎖滾壓管45號無縫薄壁絎磨管產(chǎn)品優(yōu)勢特點產(chǎn)品新體驗,視頻帶你玩轉(zhuǎn)每個細(xì)節(jié)!
以下是:滾壓管45號無縫薄壁絎磨管產(chǎn)品優(yōu)勢特點的圖文介紹
品優(yōu)勢特點")
品優(yōu)勢特點")
山東淄博珩磨管油缸管絎磨管厚壁油缸管用柴油或煤油清洗后,涂刷潤滑油后用油紙包好, 放入木箱中,存放在干燥無腐蝕的環(huán)境中。在液壓缸外表面和內(nèi)表面噴柴油,內(nèi)層用布覆蓋,涂防銹油和外涂層。放在干燥處,先用柴油清洗干凈,再用黃油內(nèi)外涂一層防銹劑。
如何提高絎縫管的疲勞強度通過滾壓成形,在滾壓表面形成冷加工硬化層,減少了磨削副接觸面的彈塑性變形,提高了絎縫管內(nèi)壁的耐磨性,避免了磨削燒傷。軋制后,表面粗糙度的降低可以改善匹配性能。軋制是一種無切屑加工,它利用金屬在室溫下的塑性變形來壓扁工件表面的微小不平整度,從而改變表面結(jié)構(gòu)、機械特性、形狀和尺寸。因此,這種方法可以同時達到精整和強化兩個目的,而這是磨削所不能達到的。無論采用何種加工方法,零件表面都會留下細(xì)小不均勻的刀痕,導(dǎo)致峰谷交錯。滾壓加工原理:是利用金屬在室溫下的冷塑性特點,用滾壓工具對工件表面施加一定的壓力,使工件表面的金屬產(chǎn)生塑性流動,填充到原來殘留的低凹槽中的壓力精整工藝,降低了工件的表面粗糙度。由于軋制表面金屬的塑性變形,表面結(jié)構(gòu)冷硬化,晶粒細(xì)化,形成致密的纖維狀,形成殘余應(yīng)力層,提高硬度和強度,從而提高工件表面的耐磨性、耐腐蝕性和相容性。軋制是一種非切削塑料加工方法。滾壓管
品優(yōu)勢特點")
品優(yōu)勢特點")
品優(yōu)勢特點")
安達液壓機械有限公司宗旨:誠信立足,創(chuàng)新致遠,以 山東淄博液壓油缸管質(zhì)量求生存,以信譽求發(fā)展,贏得了各界用戶的好評,是目前理想的 山東淄博液壓油缸管產(chǎn)品。公司實力和 山東淄博液壓油缸管產(chǎn)品質(zhì)量獲得業(yè)界的認(rèn)可。安達液壓機械有限公司歡迎各界朋友蒞臨參觀、指導(dǎo)和業(yè)務(wù)洽談。
品優(yōu)勢特點")
品優(yōu)勢特點")
山東淄博珩磨管油缸管絎磨管珩磨管淬火裂紋的成因 馬氏體的本質(zhì)脆性是珩磨管淬火裂紋的內(nèi)因,而馬氏體的晶體結(jié)構(gòu)、化學(xué)成分、冶金缺陷等是馬氏體本質(zhì)脆性的影響因素;各種工藝條件、零件尺寸形狀等引起的宏觀內(nèi)應(yīng)力的大小、方向、分布狀態(tài)等是珩磨管淬火裂紋的外因。下面將從微觀到宏觀,從內(nèi)部到外部對鋼件的珩磨管淬火裂紋進行分析。2.1 馬氏體本質(zhì)脆性——鋼件珩磨管淬火裂紋的內(nèi)因
眾所周知,中高碳鋼珩磨管淬火后,其韌性低,脆性大,易產(chǎn)生顯微裂紋和宏觀開裂。這主要是由馬氏體的本質(zhì)脆性決定的。而馬氏體的本質(zhì)脆性又決定于材料的冶金質(zhì)量、含碳量和合金元素、原始組織狀態(tài)、馬氏體的組織結(jié)構(gòu)、顯微應(yīng)力及顯微裂紋等。
滾壓管
品優(yōu)勢特點")
品優(yōu)勢特點")
品優(yōu)勢特點")
jiuye

山東淄博珩磨管油缸管絎磨管相關(guān)參數(shù):
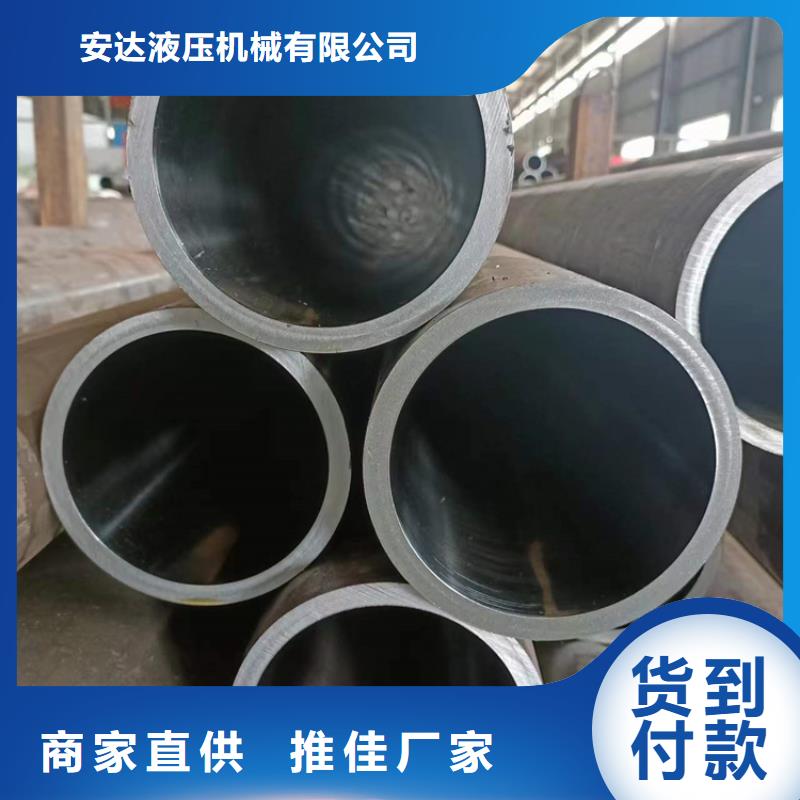
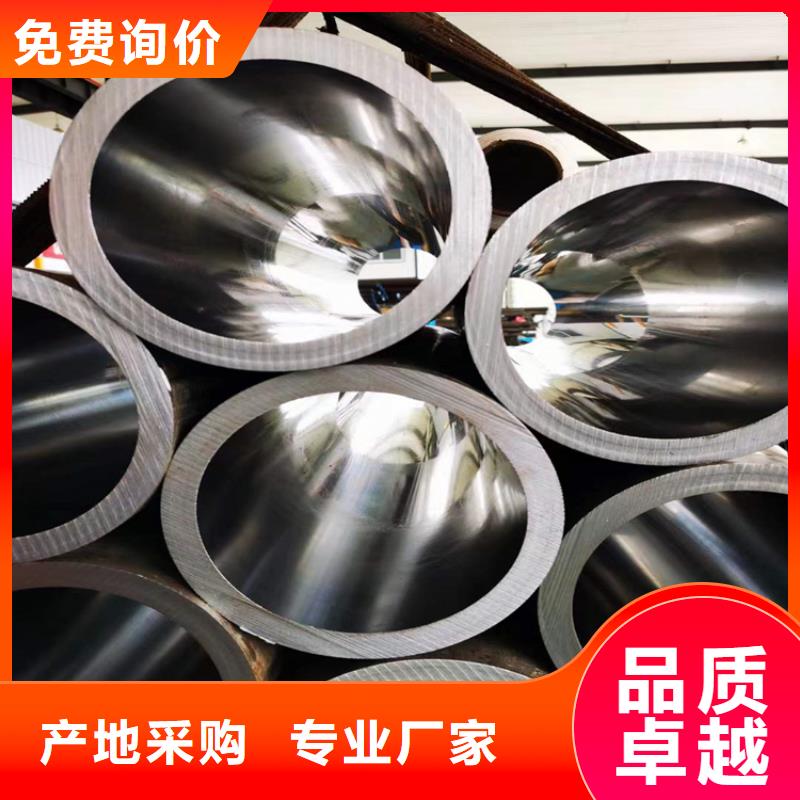
可生產(chǎn)規(guī)格內(nèi)徑≥20mm,單支長度12米以內(nèi),直線度0.2~0.5mm/m,內(nèi)徑公差≤0.1mm,內(nèi)孔粗糙度0.2~1.6μm。
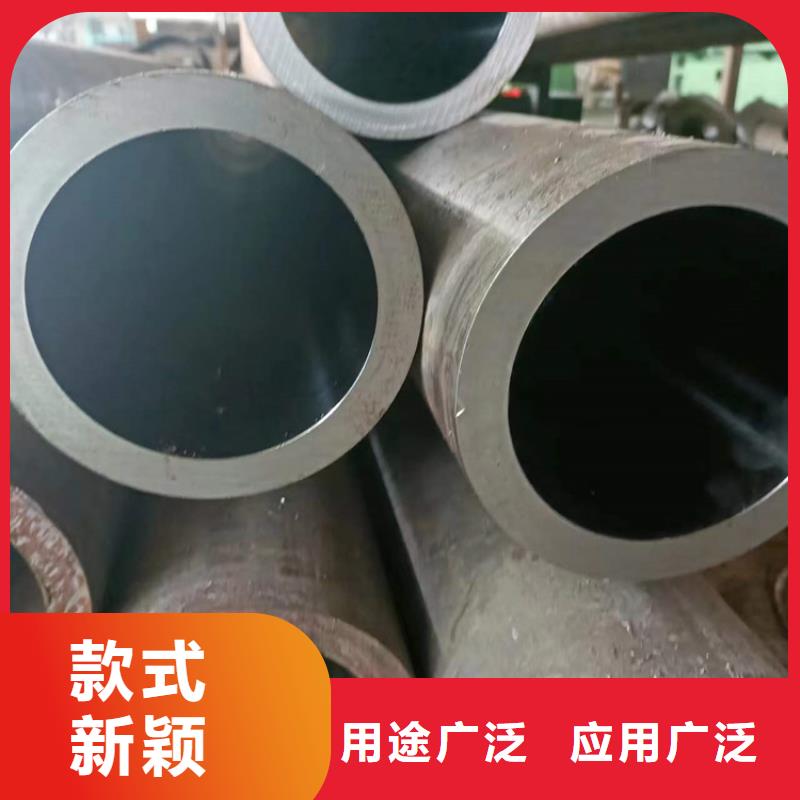
珩磨管是用4~6根砂條組成的珩磨頭對內(nèi)孔進行光整加工。
珩磨不但生產(chǎn)率高,并且加工精度也很高,一般尺寸精度可達IT5~IT6級,表面粗糙度可達0.8~0.1μm,并且能修正孔的幾何形狀偏差。
近年來應(yīng)用塑料(金剛砂)混合壓制成的珩磨工,根據(jù)不同用途可壓制各種形狀,使珩磨不僅能用于加工內(nèi)孔,并能加工外圓、平面、球面及各種特形表面,如外圓表面化的珩磨工具為柱形珩輪,齒輪的珩磨工具為磨料齒輪。
滾壓管
點擊查看安達液壓機械有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
