

準(zhǔn)備好領(lǐng)略滾壓管高精度活塞桿源頭廠源頭貨產(chǎn)品的風(fēng)采了嗎?我們的視頻將帶您領(lǐng)略產(chǎn)品的每一個(gè)細(xì)節(jié),讓您在欣賞的同時(shí),也能深深感受到產(chǎn)品的價(jià)值與意義。
以下是:滾壓管高精度活塞桿源頭廠源頭貨的圖文介紹

專業(yè)源于專注,十多年來(lái)我們只做 貴州液壓油缸管,除了擁有完善的自主研發(fā)系統(tǒng),還建立了專業(yè)的 貴州液壓油缸管生產(chǎn)品質(zhì)管控體系,在 貴州液壓油缸管領(lǐng)域取得了眾多客戶的信任和支持,是值得信賴的 貴州液壓油缸管定制廠家。



貴州珩磨管油缸管絎磨管大送進(jìn)角下導(dǎo)致頂頭與軋輥的輾軋錐更不平行。
③軋輥轉(zhuǎn)速不當(dāng)也會(huì)影響壁厚精度。
(4)管坯的定心和加熱。
定心孔偏心和加熱不均勻(陰陽(yáng)面)都將造成壁厚不均。
(5)穿孔機(jī)的剛度、結(jié)構(gòu)和調(diào)整。
穿孔機(jī)的機(jī)身剛度不夠,其上的鎖緊機(jī)構(gòu)不可靠;頂桿的定心裝置調(diào)整不準(zhǔn)確,運(yùn)行不可靠和距離機(jī)身較遠(yuǎn);軋制中心線的調(diào)整,一般采用低于軋機(jī)中線,其目的是提高軋件的穩(wěn)定性,若調(diào)整過(guò)大,因軋制線下移后,變形區(qū)內(nèi)工具之間的相對(duì)關(guān)系發(fā)生了非對(duì)稱變化,也會(huì)影響毛管的壁厚不均。滾壓管




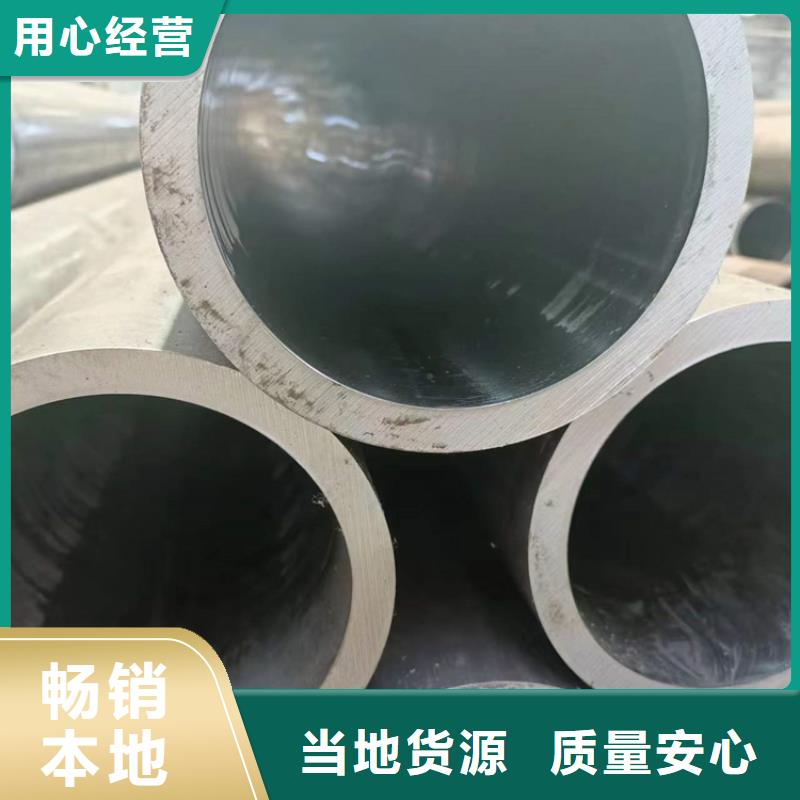
貴州珩磨管油缸管絎磨管在工藝上絎磨工藝就是珩磨機(jī)進(jìn)行深孔絎磨的珩磨工藝是磨削加工的一種特殊形式,又是精加工中的一種加工方法。絎磨加工時(shí)珩磨時(shí)利用珩磨頭圓周上的一條或多條油石,同時(shí)使珩磨頭旋轉(zhuǎn)和往復(fù)運(yùn)動(dòng),零件不動(dòng);或珩磨頭只作旋轉(zhuǎn)運(yùn)動(dòng),工件來(lái)回運(yùn)動(dòng),實(shí)現(xiàn)絎磨。而滾壓加工原理:是一種壓力光整加工,是利用金屬在常溫狀態(tài)的冷塑性特點(diǎn),利用滾壓工具對(duì)工件表面施加適量的壓力,硬度和強(qiáng)度增加,從而改變了工件表面的耐蝕性和配合性。滾壓管是一種無(wú)切削的塑性加工方法。滾光管的表面硬度比珩磨管高,增加了使用壽命。滾光管加工時(shí)間大大的縮短了,批量生產(chǎn)更加快捷。滾光管比珩磨管的直線度和精度大大的提高了。我廠專業(yè)生產(chǎn)銷(xiāo)售:絎磨管、油缸管、氣缸管、無(wú)縫管,冷拔油缸管、冷拔精密鋼管、絎磨管、油缸專用管等,廣泛用于汽車(chē)配件、摩托車(chē)配件、農(nóng)業(yè)裝備配件、工程機(jī)械、電機(jī)外殼、健身器材、家具制造等。技術(shù)條件為:內(nèi)孔精度H3—H8,內(nèi)孔粗糙度Ra≤0.63um,直線度≤0.3mm/m。鋼號(hào)是20#、45#、16Mn、304不銹鋼、316L不銹鋼、27SiMn及部分低合金鋼,標(biāo)準(zhǔn)GB8713-88。規(guī)格為直徑25-350mm,長(zhǎng)度為2-12M的各種類(lèi)型絎磨管,非標(biāo)一支可定制。
山東熙達(dá)液壓科技有限公司期待著與您的精誠(chéng)合作!咨詢電話:17706353138

點(diǎn)擊查看安達(dá)液壓機(jī)械有限公司的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
