
【數控等離子切割機】高速光纖激光切割機我們更專業的詳細視頻已經上傳,通過視頻,您可以更深入地了解產品的功能和特點。
以下是:【數控等離子切割機】高速光纖激光切割機我們更專業的圖文介紹


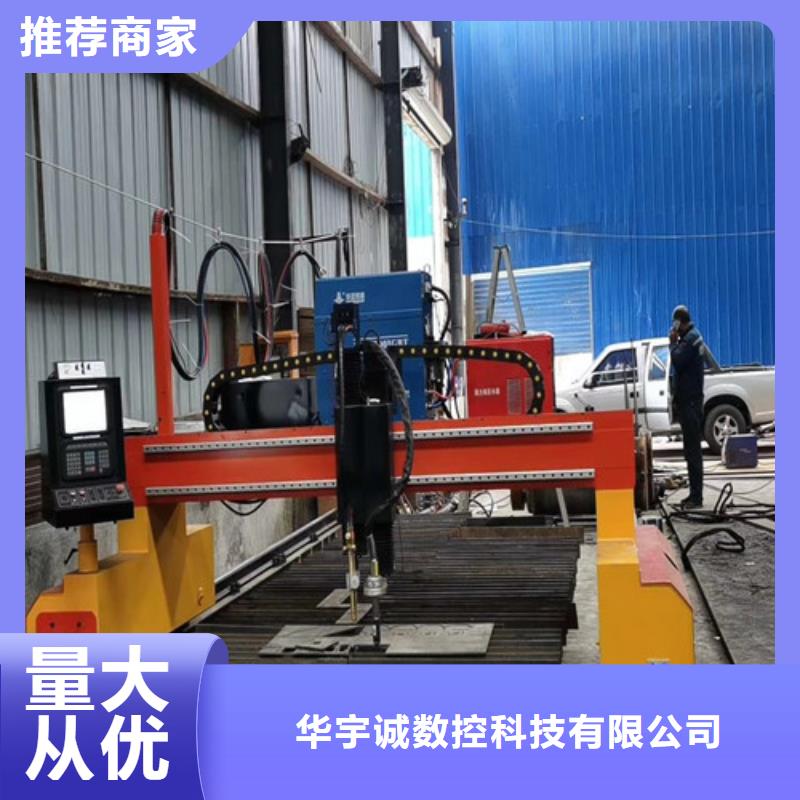
數控等離子切割機在我們的工作當中已經是讓我們離不開的設備了,那么數控等離子切割機在國內到底多少錢一臺才是合理的價格呢?有的企業說他做的數控等離子切割機質量好能賣多少多少錢,其實都不是他怎么說你就怎么聽的,今天廣州鑫達精工的小編就來跟大家分析一下一臺數控等離子切割機到底多少錢,又該怎么去評論你自己買到的數控等離子切割機值多少錢一:等離子電源對數控等離子切割機來說,一個好的等離子電源是很重要的,對于等離子電源來說,在一臺數控等離子切割機的質量上占有50%質量關系,那么我們有該怎么去衡量一臺數控切割機的電源好遇壞呢廣州鑫達精工認為有以下幾點:通常數控切割機設備使用的是機用等離子電源;按起弧方式分類,等離子電源有接觸起弧和非接觸(按鈕)起弧兩種。現階段配數控切割機使用的大多是非接觸起弧方式。判斷等離子電源屬哪種起弧方式,只須看所配的手用割炬上是否有按鈕即可。非接觸起弧方式的等離子電源電流一般大于100A,即機用等離子電源電流一般大于100A,它重要的一個特點是大于100A電流的電源輻射較大,對操作人員的灼傷比較大。,我們還需要按照待切割板材厚度選擇等離子電源電流大小,不同功率的等離子切割電源價格也不一樣,功率越大耗電量及價格就越高,這是從成本方面考慮。二:數控等離子切割機的機械部件:對于數控等離子切割機的機械部件對一臺數控等離子切割機也是相當重要的,機械部件做不好其他的做得再好也是沒有用的,以下是廣州鑫達精工對數控等離子切割機的機械部件介紹機械傳動部分的行走精度,有的是絲桿傳動,有的是塑料齒條傳動; 等離子切割是利用等離子弧貫穿材料面達到切割效果,考慮到等離子弧的形狀及材料貫穿步驟,等離子弧往往自切口的上部較下部切去較多的金屬,使切口端面稍微傾斜,上部邊緣一般呈方形,但有時稍呈圓形。?這里可能會導致的問題是切割束流造成的兩個切割面在切口上緣的距離。在切口上緣熔化的情況下,緊靠熔化層下兩切割面的距離出現異常。 切割面平面度是指所測部位切割面上的點和點、按切割面傾角方向所作兩條平行線的間距。切割設備:割槍的噴嘴孔徑很重要,一般切割薄板用1.0的孔就可以了。切割氣壓,在引弧可靠的情況下,可以盡量調高。切割電流:在保證切割效率的情況下,適當調小電流,可以減少割縫。 一般來說,使用數控等離子切割機加工,其割縫寬度與切割材料的厚度有一定的關系,但不少企業加工的情況來看,割縫寬度多有超出這個范圍進而嚴重影響了切割質量,以華宇誠多年研發生產經驗來看,等離子弧切割的切口寬度比氧-乙炔切割的切口寬度寬1.5~2倍,隨板厚增加,切口寬度也增加。對板厚在25mm以下的不銹鋼或鋁,可用小電流等離子弧切割,切口的平直度是很高的,特別是切割厚度8mm以下的板材,可以切出小的棱角,甚至不需加工就可直接進行焊接,這是大電流等離子弧切割難以得到的。這對薄板不規則曲線下料和切割非規則孔提供了方便。 等離子弧切口表面存在約0.25~3.80mm厚的熔化層,但切口表面化學成分沒有改變。如切割含Mg5%的鋁合金時,雖有0.25mm厚的熔化層,但成分未變,也未出現有氧化物。若用切割表面直接進行焊接也可以得到致密的焊縫。切割不銹鋼時,由于受熱區很快通過649℃的臨界溫度,使碳化鉻不會沿晶界析出。因此,用等離子弧切割不銹鋼是不會影響它的耐腐蝕性的。通過以上的了解我相信大家都對自己所買到的數控等離子切割機是好還是不好都有一定的認識了,也基本可以判定自己的數控等離子切割機多少錢,在此,武漢華宇誠數控提醒大家,在購買數控等離子切割機時要做好對比,對比加工和質量,看到底什么樣的設備才是自己所需要購買的。



華宇誠數控科技有限公司資質齊全、設備先進、技術力量雄厚,檢測手段齊全、具有健全穩定的質保體系。長期從事 吉林延邊大功率激光切割機生產制造。是以設計、制造、安裝為一體的現代新型企業,擁有先進的工藝設備和現代生產、辦公條件,以及一支專業、誠信、創新、協作、進取的團隊。我們的使命是成為z u i具創新的 吉林延邊大功率激光切割機企業,并在所服務的市場中成為備受推崇的供應商。重諾公司會自始至終保持 吉林延邊大功率激光切割機產品的高品質,并且不短推陳出新,為新老客戶創造更高的價值。 以客戶為中心,盡z u i大努力提供、專業化、個性化的服務,實現合作雙贏。作為企業,必須聆聽及了解客戶的需求,繼而超越客戶的期望。


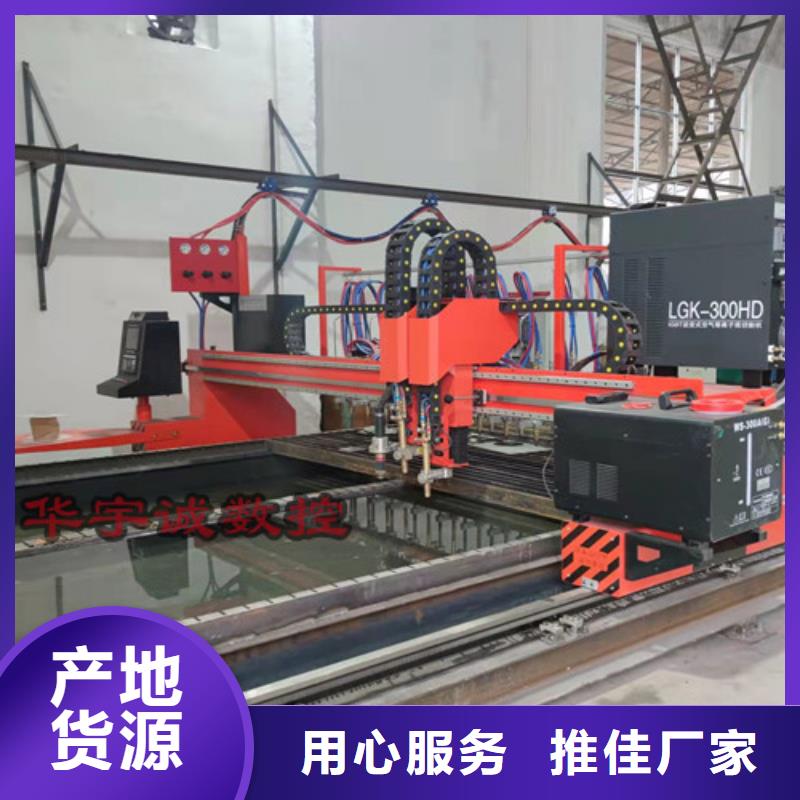
正確設定數控等離子切割機的弧壓自動調高目前數控切割設備在各工業行業的應用逐漸擴大,但在實際應用中操作人員總會遇到各個方面的問題。今天結合我們海斯科技的弧壓調高器來講解一下關于數控切割機自動調高的設定問題。首先將數控等離子切割機系統切割模式設為等離子模式,開啟弧壓調高器電源。接下來就從下面三個方面來設定自動調高器。圖片1.測試手動調高是否運轉正常試按調高器上手動上升(TORCH↑)、下降(TORCH↓)按鈕,觀察割炬運動方向是否正確;在割炬上限位置點按手動上升按鈕,割炬應沒有上升動作,此時按下降按鈕,割炬應下降;在割炬下限位置點按手動下降按鈕,割炬應沒有下降動作,此時按上升按鈕,割炬應上升,確認上限位、下限位動作可靠。若割炬不能上升(或下降),可能是割炬處在上限(下限)位置上,或者上限位開關(下限位開關)損壞。請及時更換損壞的限位開關,否則會因開關不動作導致調高電機損壞。2.初始定位測試按調高器上初始定位(IHS TEST)按鈕,此時,等離子割炬應以初始定位下降脈寬(IHS DOWN PWM)設定的速度向下運動,噴嘴接觸鋼板后停頓,并以初始定位上升脈寬(IHS UP PWM)設定的速度上升定位時間(IHS時間),到達適當的起弧高度停止。起弧高度一般為切割高度的1.5~2倍,根據等離子電源的說明書來設定,如切割高度為1.5mm,其起弧高應該為3mm左右。用戶可以根據切割經驗,調整定位時間來改變起弧高度,以在減少耗材損傷的前提下達到的切割質量。3.弧壓測試按調高器上初始定位(IHS TEST)按鈕,使割炬到達起弧高度,再點按調高器上弧壓測試(ARC TEST)按鈕,起弧成功,觀察弧壓監視窗口中測到的弧壓值。檢測到的弧壓值應該與弧壓設定值相近。若兩者相差太大,請調整弧壓設定值,使之相近,否則,會引起切割時切割高度太高或使割炬在切割過程中撞板,兩種方式下,都會導致切割質量下降,并引起割炬耗材的嚴重損傷 。經過以上測試后,我們就可以開始正式切割了。實際使用中,切割的具體參數和割炬易損件,輸入電壓,空氣壓力...都有關系,操作人員應該積極去了解和學習設備的相關專業知識,從而積累一些使用經驗。以便讓設備發揮出更好的使用效果!



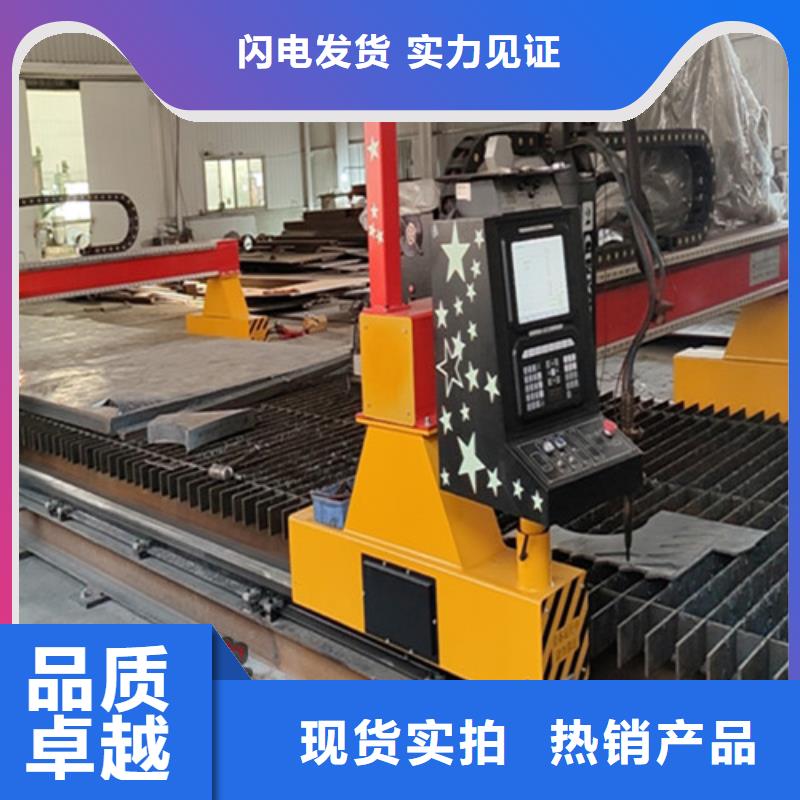
數控等離子切割機出現切割不均有很多原因。當切割不同的金屬板和不同厚度的材料時,不同的切割電源和割炬具有不同的技術參數。在切割工作中,應參考設備,工件,選擇合適的切割速度標準,下面我們就一起來了解一下數控等離子切割機參數設置問題。一:當數控等離子切割機分多種切割輔助氣體時,不同切割氣體的切割速度是不一樣的。以空氣等離子弧切割為例,切割碳鋼時,切割電流為230A。作為標準,6mm厚的碳鋼板的切割速度可以達到3300mm/min,當厚度調整到40mm時,切割速度限制在500mm/min,以確保切割效果和質量。如果切換到其他輔助切割氣體,例如用純氧切割,切割速度會降低更多。在230A的相同切割電流下,雖然純氧等離子切割可以提高到3700mm/min,對于6mm厚的碳鋼板,但對于40mm碳鋼板,切割速度僅為350mm/min。二:影響等離子切割質量的因素很多,如空載電壓和電弧柱電壓,切割電流大小,電極收縮率,切割噴嘴高度等等離子弧切割技術參數,都會直接影響數控等離子切割機切割的穩定性過程,切割質量和功能。一般來說,空載電壓和電弧柱電壓,切割電流大小,電極收縮率,切割噴嘴高度等因素直接影響等離子弧的緊固效果,即影響等離子體的溫度和能量密度電弧和等離子弧高溫和高能決定了切割速度,因此可以說許多上述因素基本上與切割速度有關。作為數控切割裝置,應盡可能提高切割速度,同時確保切割質量。這不僅提高了生產率,而且還減少了切割部分的變形量和開槽區域的熱影響區域。如果切割速度不合適,其效果相反,添加粘貼殘留物,降低切割質量,并設置數控切割機上方的小細節。
