


想要深入了解【方矩管,角鋼專注細節(jié)專注品質(zhì)】產(chǎn)品的獨特之處嗎?我們的視頻將帶您踏上一段探尋之旅,從設(shè)計理念的誕生到精湛工藝的呈現(xiàn),讓您感受產(chǎn)品的魅力與品質(zhì)。
以下是:【方矩管,角鋼專注細節(jié)專注品質(zhì)】的圖文介紹
專注品質(zhì)】")
恒永興金屬材料銷售
有限公司是生產(chǎn) 廣西崇左低中壓鍋爐管的專業(yè)廠家,我公司本著“質(zhì)量di yi,服務(wù)至上”的經(jīng)營宗旨,重視科技創(chuàng)新,始終認為:科學技術(shù)是di yi生產(chǎn)力。本公司擁有一批高技術(shù)、高素質(zhì)的員工隊伍,以對產(chǎn)品高度認真負責的態(tài)度,精益求精、一絲不茍的工作作風,地出色完成客戶對我們的要求,我公司生產(chǎn)的 廣西崇左低中壓鍋爐管受到用戶一致好評。
本廠堅持“服務(wù)客戶、產(chǎn)品穩(wěn)定”的原則,不斷吸收國內(nèi)外同類產(chǎn)品的優(yōu)點,力求在質(zhì)量與外觀質(zhì)量滿足客戶,使產(chǎn)品更適應(yīng)市場需求。我們將一如既往地以較好的產(chǎn)品質(zhì)量、良好的售后服務(wù),與您攜手共創(chuàng)美好明天!
專注品質(zhì)】")
專注品質(zhì)】")
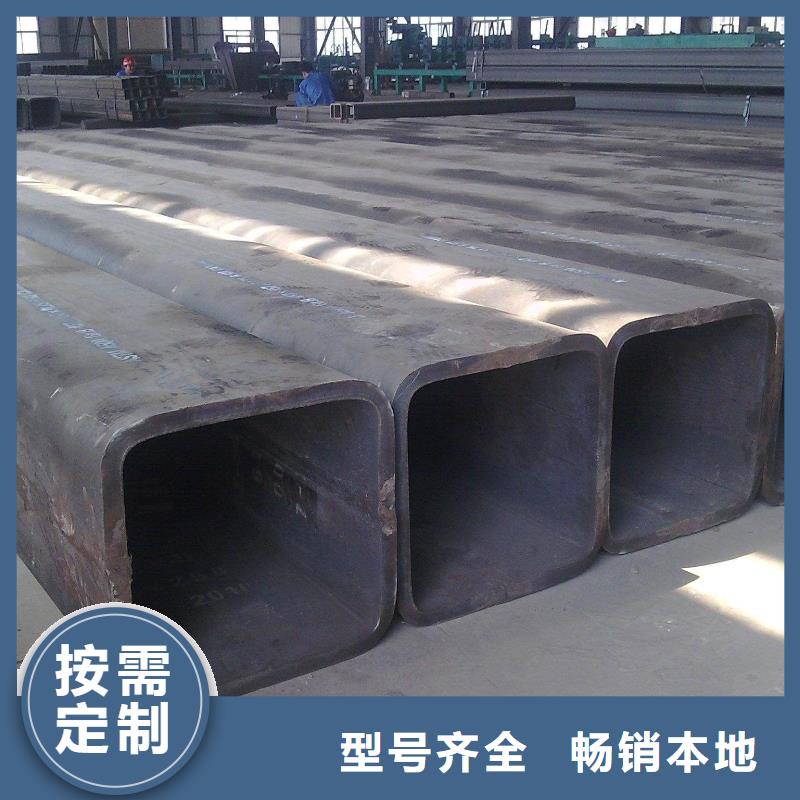
方矩管在完成后,出廠前,工人們都會對其進行清洗。怎樣的清洗方式是正確的呢?下面我們來談?wù)勥@個。1、鋼管在清洗前必須徹底去除管端的毛刺,然后用一個硬管噴嘴,發(fā)射2顆超凈彈丸進行清洗。如果管內(nèi)有油液或油脂類污染物,應(yīng)選用硬管彈丸,能更有效的去除這類污染物。如果管內(nèi)有銹蝕、焊渣等,應(yīng)選用摩擦彈丸,先除去這些污染物。2、組裝為總成后,只能用超凈彈丸清洗,并且必須注意鋼管與接頭連接處,不能有臺階。清洗鋼管也可以選用軟管噴嘴,但發(fā)射彈丸時須從二端分別進行,確保被噴嘴遮擋部分的清洗。3、在裝配、扣壓接頭后,后再從軟管總成的任一端發(fā)射一顆超凈彈丸,用以在接頭扣壓過程中可能產(chǎn)生的鍍層屑。建議在壓縮空氣源安裝除水過濾器,確保以潔凈干燥的空氣來發(fā)射清潔彈丸。
專注品質(zhì)】")
專注品質(zhì)】")
專注品質(zhì)】")
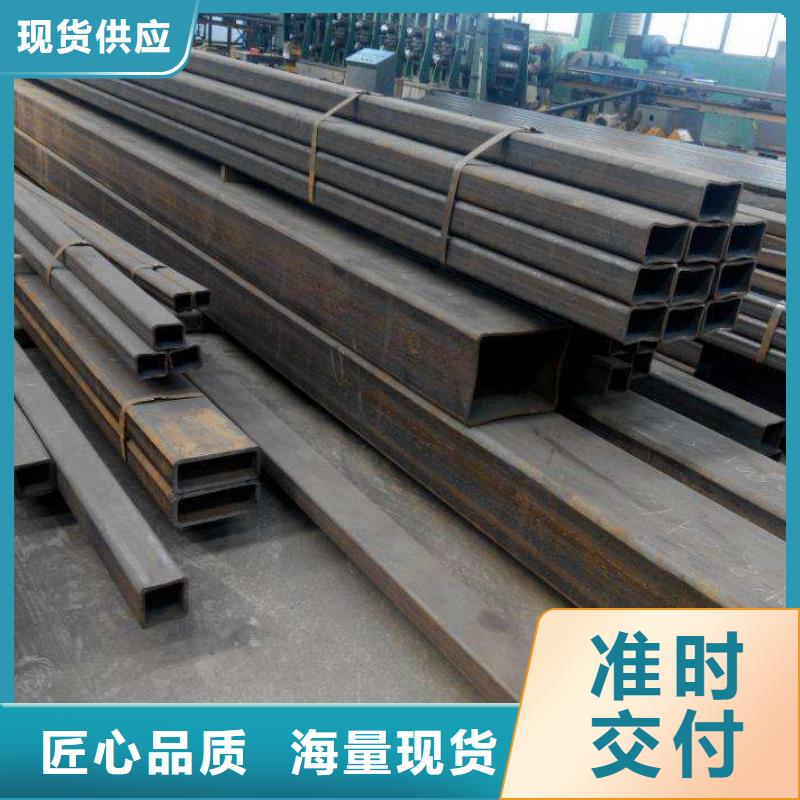
縱縫電焊焊接是在方矩管對圓后開展。由于立焊,焊絲熔融造成的熔滴不可以借助自身作用力掉入弧坑,關(guān)鍵靠電孤吹力,電磁感應(yīng)吸引力和金屬材料界面張力,驅(qū)使熔滴進到弧坑。因而務(wù)必應(yīng)用短弧電焊焊接,弦長維持在二分之一的焊絲直徑(意指應(yīng)用低氫型偏堿焊絲來講)。焊絲垂直平分焊接或略斜放,歪斜視角一般不超出15°。從上到下、按段、退焊,按段長短,一般以400mm上下為宜,但如縱縫傾斜度形變很大,為使焊后有很大的反形變,以改進傾斜度,也可適度變大按段長短,不銹鋼管廠采用由方矩管焊接正中間按段或不按段從下向上持續(xù)焊接。 層電焊焊接更為關(guān)鍵,焊縫空隙小的,沿焊接管理中心作平行線運條,焊得薄些;空隙大的,可稍作曲線晃動,以擴寬焊縫,使其表層整平,不然,焊接兩側(cè)出現(xiàn)凹形,在電焊焊接第二層時非常容易造成焊瘤;部分空隙過大的,則要先加小電流量在兩邊沿焊縫噴焊,變小其空隙,隨后再焊正中間一道焊肉,以降低殘余應(yīng)力。但噴焊一部分,維護欠佳,非常容易造成出氣孔。 在電焊焊接剛開始或在電焊焊接時要再次引弧時,焊絲均應(yīng)在起點焊前邊約10mm處引弧,引弧后,稍變長電孤,引弧形坑處,鋪滿弧坑,再往前電焊焊接。 之后方矩管各層電焊焊接可選用正半月形或折線型運條,但焊至二側(cè)都應(yīng)稍加滯留,以確保有一定的焊道,防止焊瘤。當焊至蓋整體面層前一層時,焊縫正中間要平,不必把二側(cè)焊縫邊燒毀,并空出2mm上下的深層,有利于電焊焊接蓋整體面層。因此,在焊接前,就應(yīng)依據(jù)焊縫薄厚和雙層焊的進行,有方案的做出分配。蓋面焊選用反半月形運條,從下向上,持續(xù)、勻稱焊接。另外,焊接正中間要稍為高于,邊沿和對接焊縫光潔銜接,使焊接成形整平、美觀大方。
專注品質(zhì)】")
點擊查看恒永興金屬材料銷售
有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】