
更新時間:2025-01-11 05:38:36 瀏覽次數:4 公司名稱: 闊恒興旺貿易有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 133 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |

闊恒興旺貿易有限公司創造新的 福建龍巖熱軋鋼板,但從來沒有模仿。公司得發展不能沒有客戶的支持。站在新的起點,我們將回報以更受歡迎的 福建龍巖熱軋鋼板產品,優良的品質和良好的服務給予我們的客戶,歡迎各界商友洽談合作。本廠提供 福建龍巖熱軋鋼板產品開發,來樣來圖定做,承接各類訂單,歡迎咨詢。


常備材質:Q235A/Q235B/Q235C/Q235D/Q235E/Q345B/Q345C/Q345D/Q345E(16mn)/Q390/Q420B
無縫方管,是四方四角的鋼管,由無縫鋼管冷拔擠壓成型的方型鋼管,無縫方管和焊接方管有著本質的差別。鋼管具有中空截面,大量用作輸送流體的管道。鋼管與圓鋼等實心鋼材相比,在抗彎抗扭強度相同時,重量一般較輕,是一種經濟截面鋼材,廣泛用于制造結構件和機械零件,如石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架等。用鋼管制造環形零件,可提高材料利用率,簡化制造工序,節約材料和加工工時,如滾動軸承套圈、千斤頂套等。2013年已用鋼管來制造。鋼管按橫截面積形狀的不同可分為圓管和異型管。由于在周長相等的條件下,用圓形管可以輸送更多的流體。此外,圓環截面在承受內部或外部徑向壓力時,受力較均勻,因此,絕大多數鋼管是圓管。
1.塑性
塑性是指金屬材料在載荷作用下,產生塑性變形( 變形)而不破壞的能力。
2.硬度
硬度是衡量金屬材料軟硬程度的指針。目前生產中測定硬度方法常用的是壓入硬度法,它是用一定幾何形狀的壓頭在一定載荷下壓入被測試的金屬材料表面,根據被壓入程度來測定其硬度值。
常用的方法有布氏硬度(HB)、洛氏硬度(HRA、HRB、HRC)和維氏硬度(HV)等方法。
3.疲勞
強度、塑性、硬度都是金屬在靜載荷作用下的機械性能指針。實際上,許多機器零件都是在循環載荷下工作的,在這種條件下零件會產生疲勞。途還需有其他截面形狀的異型鋼管。
(a)按工藝分--電弧焊管、電阻焊管(高頻、低頻)、氣焊管、爐焊管
(b)按焊縫分--直縫焊管、螺旋焊管
2、按斷面形狀分類
3、按壁厚分類--薄壁鋼管、厚壁鋼管
4、按用途分類--熱工設備用鋼管、機械工業用鋼管、石油、地質鉆探用鋼管、容器鋼管、化學工業用鋼管、特殊用途鋼管、其他
一、焊接方管是一種空心方形截面型鋼方管,也稱為空心冷彎型鋼.它是以熱軋或冷軋帶鋼或卷板為坯料經冷彎曲加工成型后再經高頻焊接制成的方形截面形狀尺寸的型鋼。
厚壁方管除壁厚增厚外情況,其角部尺寸和邊部平直度均達到甚至超過電阻焊冷成型方管的水平,R角的大小一般是壁厚的2倍-3倍之間.也可以根據客戶的需要,生產客戶所需大小的R角方管;
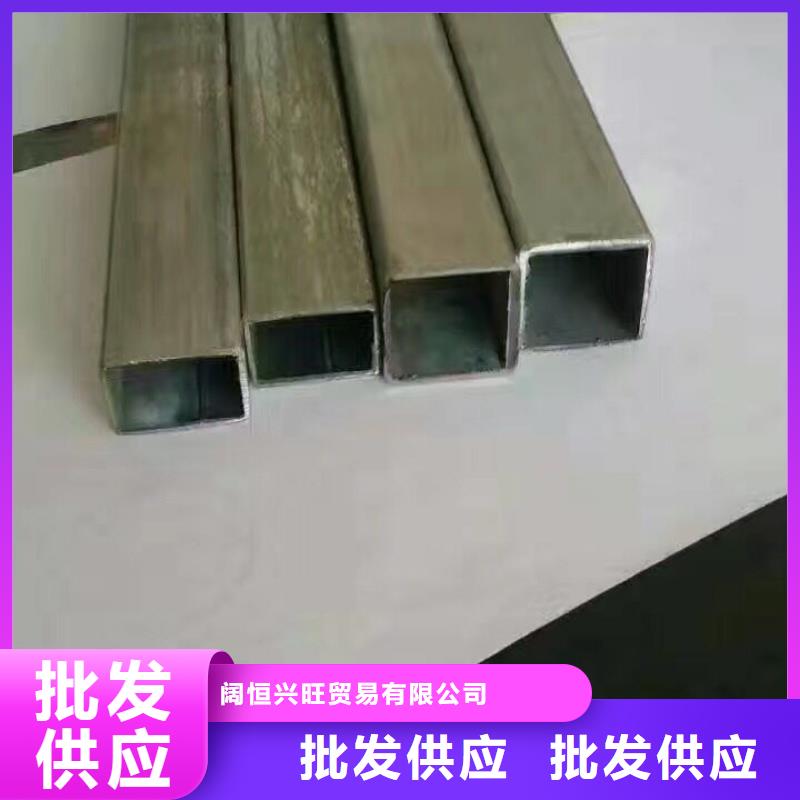
二、方管無縫方管是一種具有中空截面、周邊沒有接縫的長條鋼材.是用無縫管通過模具的4面擠壓形成的方管,方管具有中空截面,大量用作輸送流體的管道.主要應用于液體輸送,液壓支架,機械結構,中低壓.高壓鍋爐管,熱交換管,氣體.石油等行業.他比焊接的更堅固,不會出現裂縫。



若欲獲得尺寸更小和質量更好的無縫管,必須采用冷軋、冷拔或者兩者聯合的方法。冷軋通常在二輥式軋機上進行,鋼管在變斷面圓孔槽和不動的錐形頂頭所組成的環形孔型中軋制。冷拔通常在0.5~100T的單鏈式或雙鏈式冷拔機上進行。
擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內,穿孔棒與擠壓桿一起運動,使擠壓件從較小的模孔中擠出。此法可生產直徑較小的鋼管。
無縫管按GB/T8162-87規定
規格:熱軋管外徑32~630mm。壁厚2.5~75mm。冷軋(冷拔)管外徑5~200mm。壁厚2.5~12mm。
外觀質量:鋼管的內外表面不得有裂縫、折疊、軋折、離層、發紋和結疤缺陷存在。這些缺陷應完全掉,后不得使壁厚和外徑超過負偏差。
鋼管的兩端應切成直角,并毛刺。壁厚大于20mm的鋼管允許氣割和熱鋸切割。經供需雙方協議也可不切頭。
冷拔或冷軋精密無縫鋼管《表面質量》參照GB3639-83。
可根據用戶要求訂做各種材質規格無縫鋼管,特殊厚壁無縫鋼管。可或傳真提前系我公司。
公司經營理念:以客戶為中心,質量為根本,譽為生命

2.冷拔(軋)無縫鋼管:圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫。
冷拔(軋)無縫鋼管的軋制方法較熱軋(擠壓無縫鋼管)復雜。它們的生產工藝流程前三步基本相同。不同之處從第四個步驟開始,圓管坯經打空后,要打頭,退火。退火后要用專門的酸性液體進行酸洗。酸洗后,涂油。然后緊接著是經過多道次冷拔(冷軋)再坯管,專門的熱處理。熱處理后,就要被矯直。鋼管經矯直后由傳送帶送至金屬探傷機(或水壓實驗)進行內部探傷。若鋼管內部有裂紋,氣泡等問題,將被探測出。鋼管質檢后還要通過嚴格的手工挑選。鋼管質檢后,用油漆噴上編號、規格、生產批號等。并由吊車吊入倉庫中。
可根據用戶要求訂做各種材質規格無縫鋼管,特殊厚壁無縫鋼管。可或傳真提前系我公司。



實彎,顧名思義是壓實了彎折,實彎時內外輥與管坯內外壁雙向壓實。
1)實彎的優點是反彈小,成型準確,而且只要輥型準確,內角成型的R比較準確。
2)實彎的缺點是有拉伸/減薄效應。 ,實彎會使彎折處產生拉伸,拉伸效應使彎折線縱向的長度縮短;第二,實彎彎折處金屬會因拉伸而變薄。
2、空彎
空彎是通過外輥與管坯外壁的單向接觸形成彎矩使帶料彎折,空彎會使彎折線產生壓縮,壓縮效應使彎折線縱向伸長,彎折處金屬出現堆積變厚,這就是空彎的壓縮/增厚效應。
1)空彎的優點是可以在無法進行實彎時進行邊長的彎折,比如方矩管的上邊/側邊同步彎折和精整。空彎還可以彎折R<0.2t的內角而不致管壁發生斷裂。
2)空彎的缺點是在上邊/側邊同步空彎時,由于上輥和下輥同時產生壓力,成型力容易超越臨界點,造成邊部失穩內凹,并且也會影響到機組穩定運行和成型質量。這也是方矩管和圓管空彎成型時不同的特點。
【天津闊恒興旺貿易有限公司】
友情提示:由于規格品種太多,無法一一列出,可咨詢。
非標規格及壁厚可定做,免費提供樣品。



