



我們的鋼管折彎_42CrMo鋼管切割客戶信賴的廠家視頻現已上線,解鎖產品新視界,視頻帶你一探究竟!
以下是:鋼管折彎_42CrMo鋼管切割客戶信賴的廠家的圖文介紹

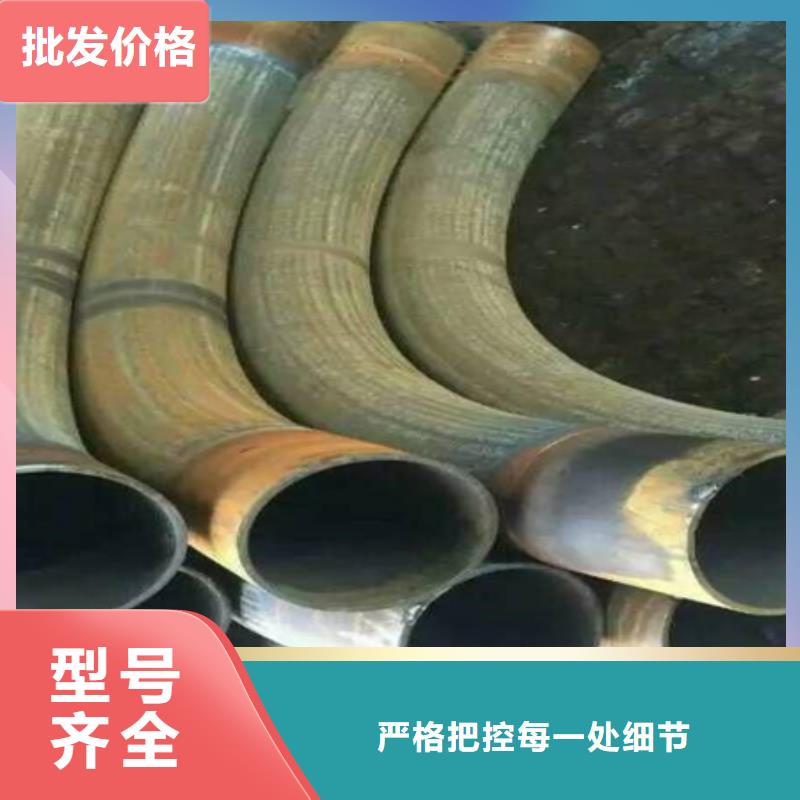
鋼管折彎彎管開裂的原因制作辦法:當加熱曲折的鋼管時,當曲折的鋼管逾越必定的變形溫度和必定的變形水平常,在管外部會產生裂紋。在變形速度低,抗拉強度高的相似成形條件下,彎管加工設備在此條件下進行的全部曲折作業均會損壞。現在,有兩種類型的彎管加工設備,一個是預熱設備,另一個是彎管設備,前者設置在彎管設備中,后者設置在跋涉組織和壓緊組織中,跋涉組織包括下部支撐體和上部支撐體。其次,在上側設置彎管加工設備結構,上下彎管加工設備和相鄰的兩個彎管加工設備選用壓緊組織,夾緊構件在凸輪的推進下曲折。這樣,跋涉了產品的穩定性,也避免了回彈曲折的現象。運用了彎管設備,而且機床裝備了低壓油缸。上模的下方設有壓力缸,在上模的下方設有與下模相匹配的面,模具設置不才模的內芯上方,芯尾和底座相連接,旋轉版的結束一方面和彈性缸固定,另一方面和活塞桿相連,刮板設置在旋轉板的旋轉內側。彎管加工設備大大跋涉了出產的功率,降低了勞動強度。彎管加工設備的曲折組織包括旋轉部分和安裝在旋轉部分上的管件,旋轉部分包括旋轉結構,其間旋轉結構設有驅動設備,彎管組件包括凸起和曲折管模,而且驅動組織組織在相應的夾緊部分中。這種技能方案具有結構簡略,操作方面的效果。


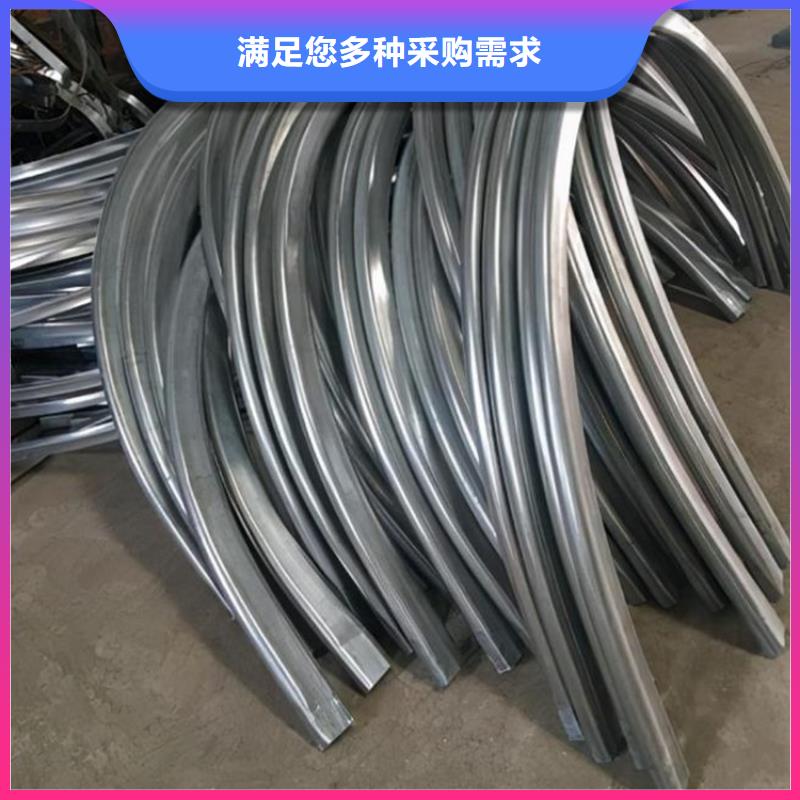
鋼管折彎是金屬型材常用的冷彎工藝之一,具有應用范圍廣,成型穩定的特點。它特別適用于彎曲單個半徑的薄壁,方管和異形工件。拉彎的特點:1。一般的拉伸彎曲設備或工藝只能彎曲小于或等于180度的工件,不能像滾彎那樣一次加工360度或更大的彎曲角度。2.彎曲時,工件的內表面是中性層,其余部分都是延伸的,即所有彎曲件在理論上都比原來長。3.拉彎不能形成半徑小的工件,如果成形半徑小,工件會經常出現斷裂等不良現象。鋼管折彎是金屬型材常用的冷彎工藝之一,具有應用范圍廣,成型穩定的特點。它特別適用于彎曲單個半徑的薄壁,方管和異形工件。



那么關于鋼管折彎工藝特點及要求是怎樣的?下面河北拉彎廠的專家就來給我們分析一下。 1、 所謂拉彎即是在給于型材預制拉力(在屈服極限范圍內)的前提下,利用旋轉和靠模改變型材斷面變形中介面(內移)使其塑性變形的過程。2、 關于備料長度:一般情況下備料應是所需彎曲材料的有效弧長加上工藝段之和,工藝段等于2.1倍的變形寬度(t),變形寬度(t)等于外半徑(R外)減內半徑(R內)。 備料長度=有效弧長+2.1 t 當然具體備料長度可以根據實際情況考慮套裁,以便節省工藝段。3、 關于備料數量:一般情況下應根據不同斷面、不同半徑、不同弧長在實際需要數量基礎上增加1~2支備份,以便做為調試模具用。該備份未考慮材料彎曲后的運輸、加工、安裝等環節可能出現的損失數量。4、 關于材料每支彎曲有效弧長的要求:通常情況下不應超過弧度角180度。5、 關于材料硬度狀態的要求:當型材彎曲的伸長率滿足變形量要求時應選擇T5狀態(e≤10%),鋁型材的標準為e≥ 8 %;e = t / R內× = (R外-R內) ÷R內× 否則應選擇To~T4狀態。當然型材生產廠一般不愿意給客戶生產T1~T4狀態型材。6、 關于型材表面處理要求:通常情況下可以選擇陽極氧化或涂裝后彎曲加工(涂層的伸長率遠大于型材的伸長率);因為鋼管折彎時型材與模具之間沒有相對位移,故不會損傷型材。如型材彎曲過程中涂層脫落則是涂層的附著力不足原因造成的,產生附著力不足的原因主要有噴涂前處理不好或加溫不足及加溫時間不足造成。當然為方便運輸和安裝應適當做表面保護。上述介紹只是一般的常識說明,具體情況需視工程項目要求的分格、結點及選材等特點確定。


宏鉅天成鋼管有限公司以先進雄厚的技術力量,不斷開發新 江西宜春冷拔方鋼產品,大大有效的改善了 江西宜春冷拔方鋼的生產效率。“高技術、高品質、優質的售后服務。”是公司的宗旨。它將為廣大客戶提供的 江西宜春冷拔方鋼產品與服務。

