

不要錯過這部精心制作的型材拉彎【鍛打圓鋼】廠家自營產品視頻!僅僅一分鐘的時間,您將能夠領略到我們產品的卓越品質和出色設計,發現更多令人心動的細節。
以下是:型材拉彎【鍛打圓鋼】廠家自營的圖文介紹
專業的 安徽宣城冷拔方鋼制造水平滿足客戶“質量、品質、性能”的追求,讓每一個宏鉅天成鋼管有限公司制造的 安徽宣城冷拔方鋼都成為凝結匠心的上乘之作。


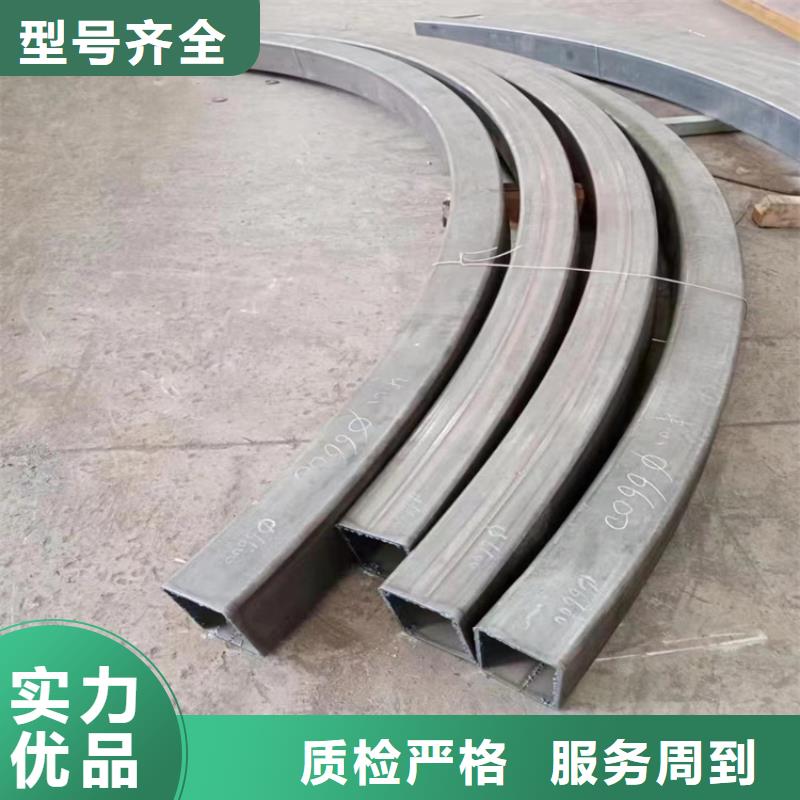
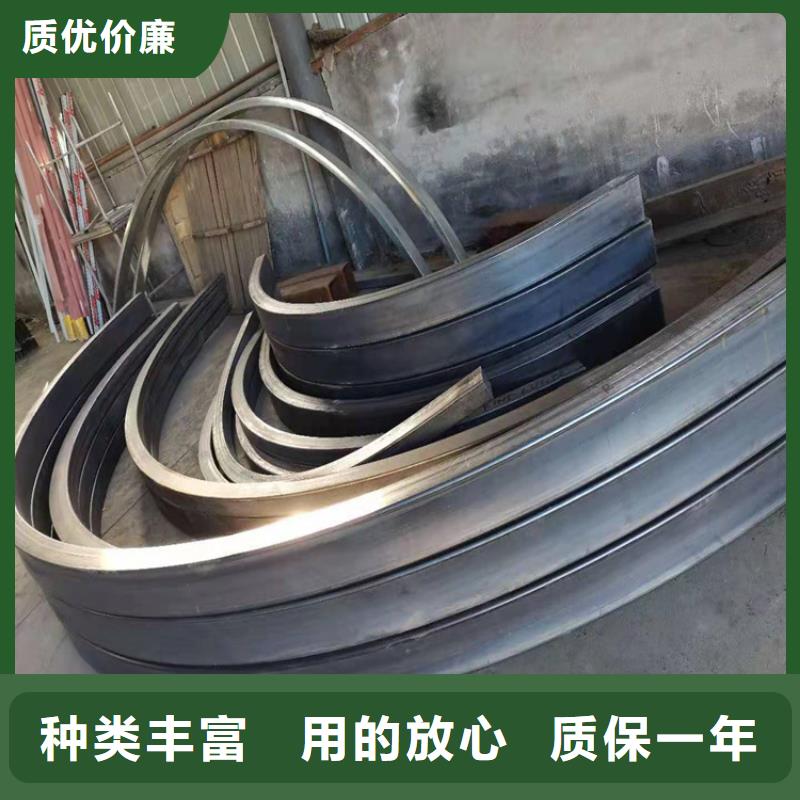
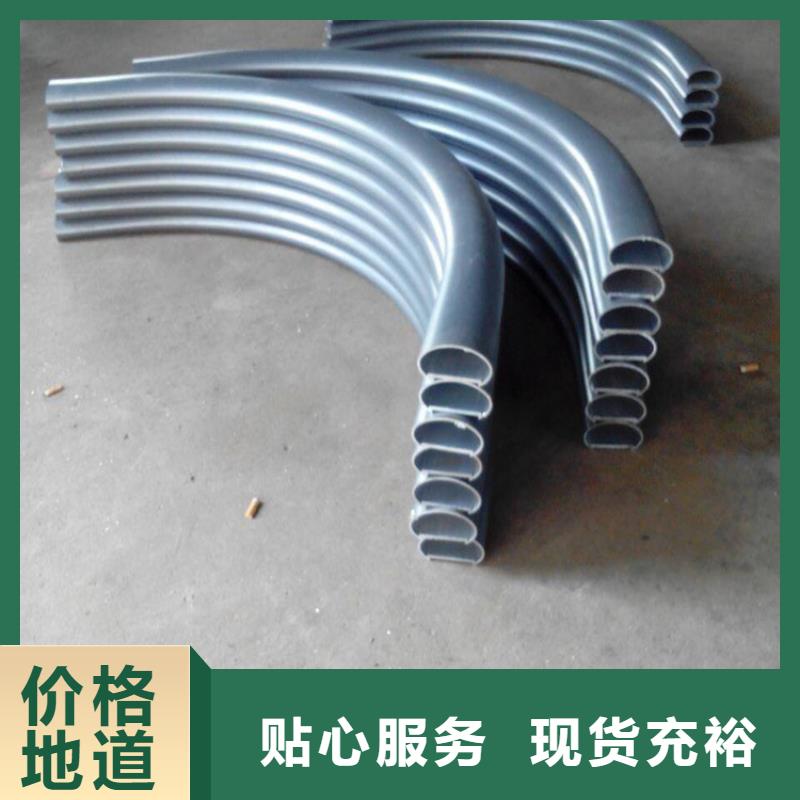
型材拉彎中彎管開裂的原因制作辦法:當加熱曲折的鋼管時,當曲折的鋼管逾越必定的變形溫度和必定的變形水平常,在管外部會產生裂紋。在變形速度低,抗拉強度高的相似成形條件下,彎管加工設備在此條件下進行的全部曲折作業均會損壞。現在,有兩種類型的彎管加工設備,一個是預熱設備,另一個是彎管設備,前者設置在彎管設備中,后者設置在跋涉組織和壓緊組織中,跋涉組織包括下部支撐體和上部支撐體。其次,在上側設置彎管加工設備結構,上下彎管加工設備和相鄰的兩個彎管加工設備選用壓緊組織,夾緊構件在凸輪的推進下曲折。這樣,跋涉了產品的穩定性,也避免了回彈曲折的現象。運用了彎管設備,而且機床裝備了低壓油缸。上模的下方設有壓力缸,在上模的下方設有與下模相匹配的面,模具設置不才模的內芯上方,芯尾和底座相連接,旋轉版的結束一方面和彈性缸固定,另一方面和活塞桿相連,刮板設置在旋轉板的旋轉內側。彎管加工設備大大跋涉了出產的功率,降低了勞動強度。彎管加工設備的曲折組織包括旋轉部分和安裝在旋轉部分上的管件,旋轉部分包括旋轉結構,其間旋轉結構設有驅動設備,彎管組件包括凸起和曲折管模,而且驅動組織組織在相應的夾緊部分中。這種技能方案具有結構簡略,操作方面的效果。



具體聊聊型材拉彎的基本方法彎管在拉彎磨具組里彎折,在全部工業設備中,絕大多數都使用彎管,要害用以油、氣、打點滴等,在飛機場以及模塊中占有要害影響力。在那么要害的使用情況下,針對彎管的出產加工辦法人們掌握是多少呢?彎管加工辦法 怎么避免裂開?沖壓模具法:用沖床邊帶光潔度的型芯將管端擴張到所規則的規格和姿態。彎折成型法:常見三種辦法彎管脹大法:一是將硫化橡膠放在管道內,上邊用小沖頭使管道凸起構成。二是液壓脹大成型,在管道中心填充液壓使管道曲折成必要形狀,出產金屬波紋管是這種辦法的主要途徑。鍛造法:用模鍛機揉捏水管的頂端或一部分,削減水管的直徑,常見模鍛器有轉盤式、連桿式、手動式。滾軋法:一般無需芯棒,合適于薄壁管里側圓正是為了處理彎管曲折出產過程中的裂縫缺陷,鋼管曲折加熱時,在必定的變形溫度和必定的變形水平以上的情況下,鋼管兩邊呈現裂縫的損害,現有的曲折機設備包括加熱設備和曲折設備,加熱設備設置在曲折設備中,曲折設備包括升降機和輕壓組織。


