


標準")
標準")
工件可放置在封閉的空間(經(jīng)抽真空或內(nèi)部氣體環(huán)境在控制下);
激光束可聚焦在很小的區(qū)域,可焊接小型且間隔相近的部件;
可焊材質(zhì)種類范圍大,亦可相互接合各種異質(zhì)材料;
易于以自動化進行高速焊接,亦可以數(shù)位或電腦控制;
焊接薄材或細徑線材時,不會像電弧焊接般易有回熔的困擾;
不受磁場所影響(電弧焊接及電子束焊接則容易),能的對準焊件;
可焊接不同物性(如不同電阻)的兩種金屬;
不需真空,亦不需做X射線防護;
若以穿孔式焊接,焊道深一寬比可達10:1;
可以切換裝置將激光束傳送至多個工作站
標準")
標準")
標準")
前面所討論的強度、塑性、硬度都是金屬在靜載荷作用下的機械性能指針。實際上,許多機器零件都是在循環(huán)載荷下工作的,在這種條件下零件會產(chǎn)生疲勞。
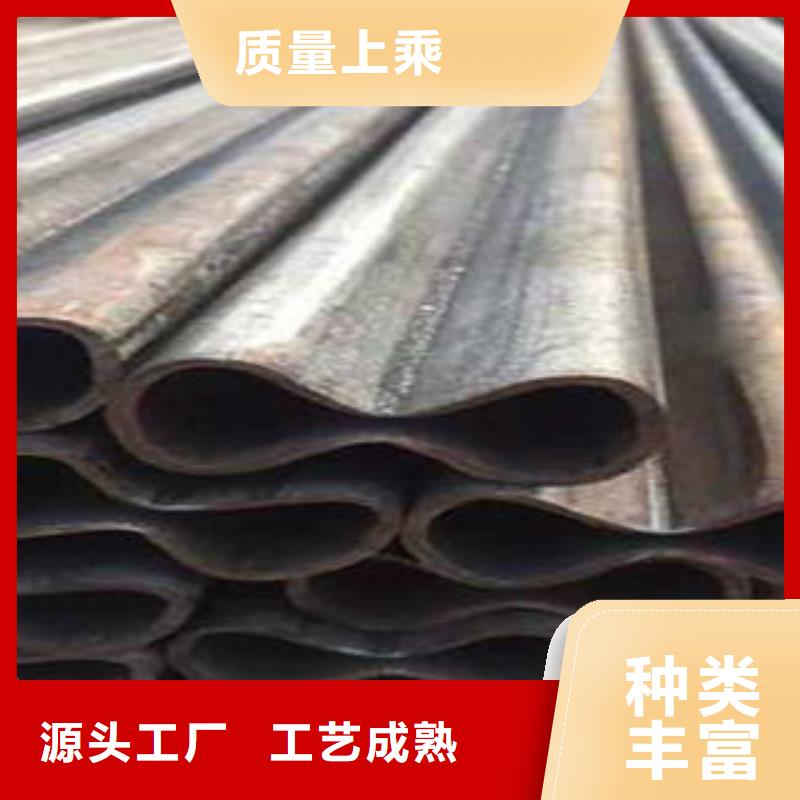
異型鋼管的性能指數(shù)分析-沖擊韌性
以很大速度作用于機件上的載荷稱為沖擊載荷,金屬在沖擊載荷作用下抵抗破壞的能力叫做沖擊韌性。
異型鋼管的性能指數(shù)分析-強度
強度是指金屬材料在靜荷作用下抵抗破壞(過量塑性變形或斷裂)的性能。由于載荷的作用方式有拉伸、壓縮、彎曲、剪切等形式,所以強度也分為抗拉強度、抗壓強度、抗彎強度、抗剪強度等。各種強度間常有一定的聯(lián)系,使用中一般較多以抗拉強度作為基本的強度指針。
標準")
標準")
標準")
標準")
標準")

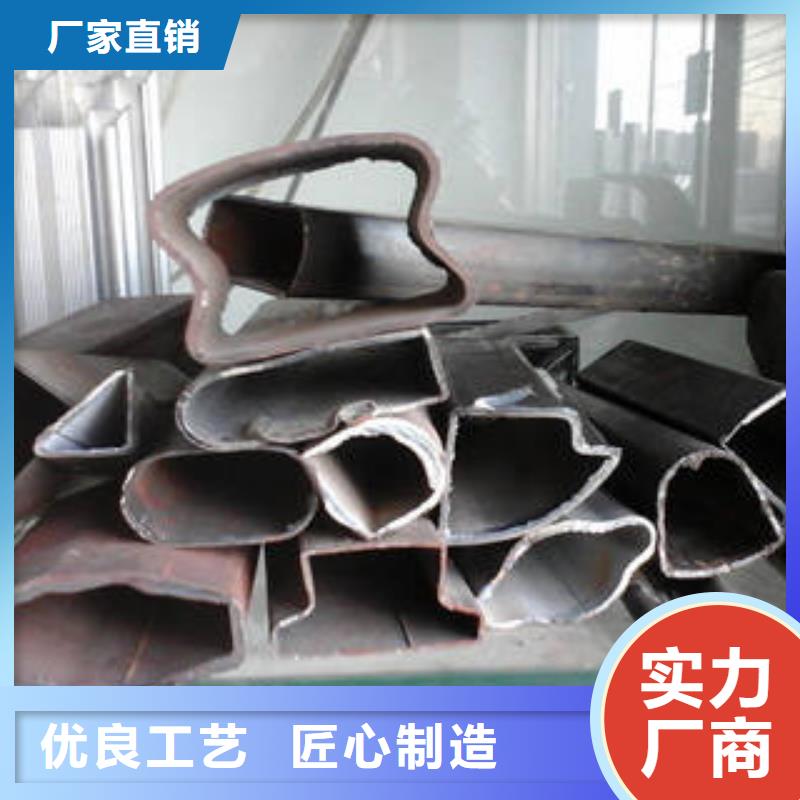
避免不銹鋼異型管開裂的八點措施
我們在加工、焊接不銹鋼異型管時,可能會遇到管材開裂等故障。要解決這些問題,我們可以采取以下八點措施:
(一)不銹鋼異型管可能會因為材料清潔度不夠而發(fā)生開裂,這時提高材料的清潔度。
(二)焊接部位切邊不良,導致焊接部位不良,所以在切斷管材時應多加注意。
(三)如果沒有注意保護及助燃氣體的使用,會使異型管的焊接部位氧化導致開裂,所以要保護及認真管理好氣體。
(四)不銹鋼材料延伸率不夠造成的故障,可能通過退火正常處理解決。
(五)如果管材焊接部位存在油分、水分、灰塵等污染,我們可以去除焊接污染后設定適當?shù)暮附铀俣取?
(六)擴管速度快也會導致異型管發(fā)生開裂故障,所以應該適當調(diào)整擴管速度。
(七)管材加工時若是采用超過了材料成形的極限加工方式也會造成故障,所以要保持在成形極限內(nèi)加工。
(八)不銹鋼異型管若是存在焊接不良,會導致未焊接上的情況發(fā)生,所以要設定合適的焊接條件
標準")
標準")
