

為了給您提供更的直縫管直縫鋼管匠心打造產品信息,我們上傳了的產品視頻。看視頻,選購不迷路。
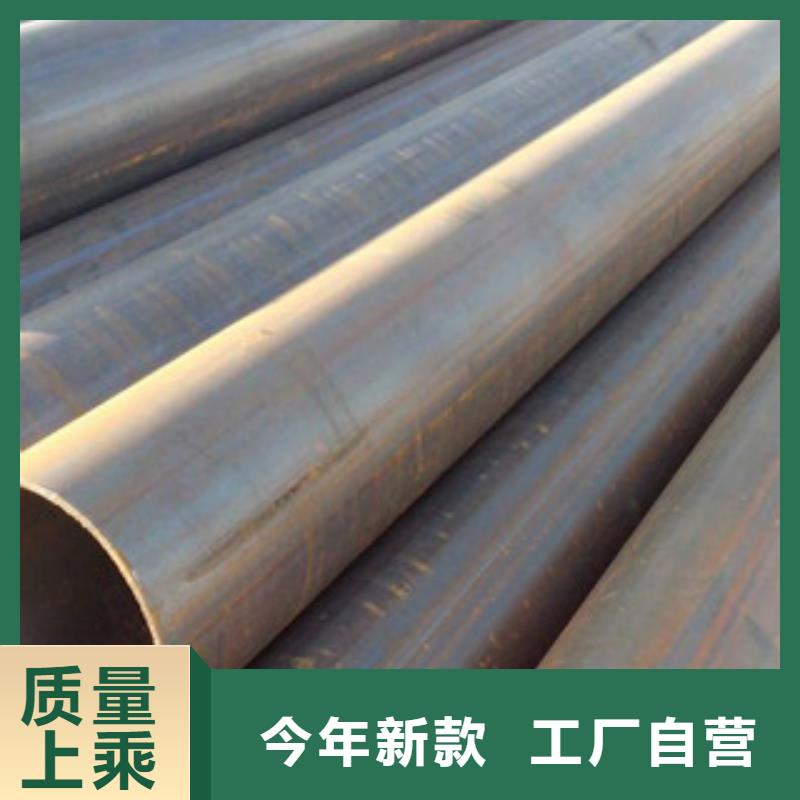
以下是:直縫管直縫鋼管匠心打造的圖文介紹
鋼興鋼管 有限公司成立于2015年是一家專注于 廣東韶關20G無縫鋼管等型材的設計生產銷售一體的實體廠家。公司通過多年的努力發展現在擁有 廣東韶關20G無縫鋼管生產車間5000多平方員工近百人的中型企業,企業年銷售額在 廣東韶關20G無縫鋼管行業也具備優勢位置。公司以人才為本,廣納有賢人士,為每一位員工提供廣闊空間。公司從管理上也在不斷升級,追求爭取在短的時間內發展壯大成為好的企業。



對大直徑、高輸送壓力、長距離輸送鋼管來說,焊接工藝非常關鍵。從生產工藝上來分,焊接鋼管主要分為電阻焊(Electric Resistance Welding,ERV)管、螺旋埋弧焊(Spirally Submerged Arc Welding,SSAW)管和直縫雙面埋弧焊(Longitudinally Submerged Arc Welding,LSAW)管。雖然ERW發展很快,但仍然屬于中小直徑的焊管,例如日本的Φ610mm、Φ660mm ERW生產線,我國2006年在大慶建成的Φ660 mm ERW生產線。目前大直徑焊管仍然要由SSAW和LSAW工藝生產,但是螺旋縫埋弧焊管在工藝上存在一定缺陷。



螺旋焊管發生 時,由于焊縫所受正應力與合成應力比較小, 口一般不會起源于螺旋焊縫處,其性比直縫焊管高。
當螺旋焊縫附近存在與之相平行的缺陷時,由于螺旋焊縫受力較小,故其擴展的危險性不如直焊縫大。
由于徑向應力是存在于鋼管上的 應力,所以焊縫處于垂直應力這一方向時承受 載荷。即直縫承受的載荷 ,環向焊縫承受的載荷小,螺旋縫介于二者之間。
靜壓 強度
經有關對比試驗,驗證了螺旋焊管與直縫焊管的屈服壓力與 壓力實測值和理論值基本吻合,偏差接近。但無論是屈服壓力還是 壓力,螺旋焊管均低于直縫焊管。 試驗還顯示出螺旋焊管 口的環向變形率明顯大于直縫焊管。由此證實,螺旋焊管的塑性變形能力優于直縫焊管, 口一般只局限于一個螺距內,這是螺旋焊縫對裂口的擴展起了有力的約束作用所致。
當螺旋焊縫附近存在與之相平行的缺陷時,由于螺旋焊縫受力較小,故其擴展的危險性不如直焊縫大。
由于徑向應力是存在于鋼管上的 應力,所以焊縫處于垂直應力這一方向時承受 載荷。即直縫承受的載荷 ,環向焊縫承受的載荷小,螺旋縫介于二者之間。
靜壓 強度
經有關對比試驗,驗證了螺旋焊管與直縫焊管的屈服壓力與 壓力實測值和理論值基本吻合,偏差接近。但無論是屈服壓力還是 壓力,螺旋焊管均低于直縫焊管。 試驗還顯示出螺旋焊管 口的環向變形率明顯大于直縫焊管。由此證實,螺旋焊管的塑性變形能力優于直縫焊管, 口一般只局限于一個螺距內,這是螺旋焊縫對裂口的擴展起了有力的約束作用所致。


影響大直徑直縫埋弧焊管全長機械擴徑質量的因素有很多,其中與擴徑成型質量直接相關的關鍵因素有擴徑率、軸向重疊量、扇形塊的數目和邊緣圓角、扇形塊與鋼管內壁間的摩擦與潤滑、鋼管的形狀誤差、擴脹速度以及擴徑機的矯直設置等。
(1)在擴徑率較小時,隨著擴徑率增大,鋼管的圓度誤差減小,但當擴徑率增大到一定值以后,隨著擴徑率的增大,鋼管橫截面上的變形不均勻程度加劇,鋼管的圓度誤差將大幅增加,在實際生產中,擴徑率 控制在0.8%~1.5%之間。
(2)軸向重疊量對鋼管全長擴徑的縱向變形均勻性和擴徑效率具有一定的影響,零重疊量和較小的正向重疊量有利于減輕過渡段的“竹節”現象和提高擴徑效率。
(3)增加扇形塊的數目,提高擴脹速度,增強扇形塊與鋼管內壁間的摩擦與潤滑,使接觸區的摩擦系數減小等均有利于管壁應力趨于均勻分布。
(4)擴徑對改善鋼管的圓度效果明顯。經過擴徑后,鋼管的圓度誤差變得非常小。
(1)在擴徑率較小時,隨著擴徑率增大,鋼管的圓度誤差減小,但當擴徑率增大到一定值以后,隨著擴徑率的增大,鋼管橫截面上的變形不均勻程度加劇,鋼管的圓度誤差將大幅增加,在實際生產中,擴徑率 控制在0.8%~1.5%之間。
(2)軸向重疊量對鋼管全長擴徑的縱向變形均勻性和擴徑效率具有一定的影響,零重疊量和較小的正向重疊量有利于減輕過渡段的“竹節”現象和提高擴徑效率。
(3)增加扇形塊的數目,提高擴脹速度,增強扇形塊與鋼管內壁間的摩擦與潤滑,使接觸區的摩擦系數減小等均有利于管壁應力趨于均勻分布。
(4)擴徑對改善鋼管的圓度效果明顯。經過擴徑后,鋼管的圓度誤差變得非常小。


