

更新時間:2025-01-29 01:58:34 瀏覽次數:3 公司名稱:無錫 萬宇金屬材料有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 285 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 產地 | 無錫 |
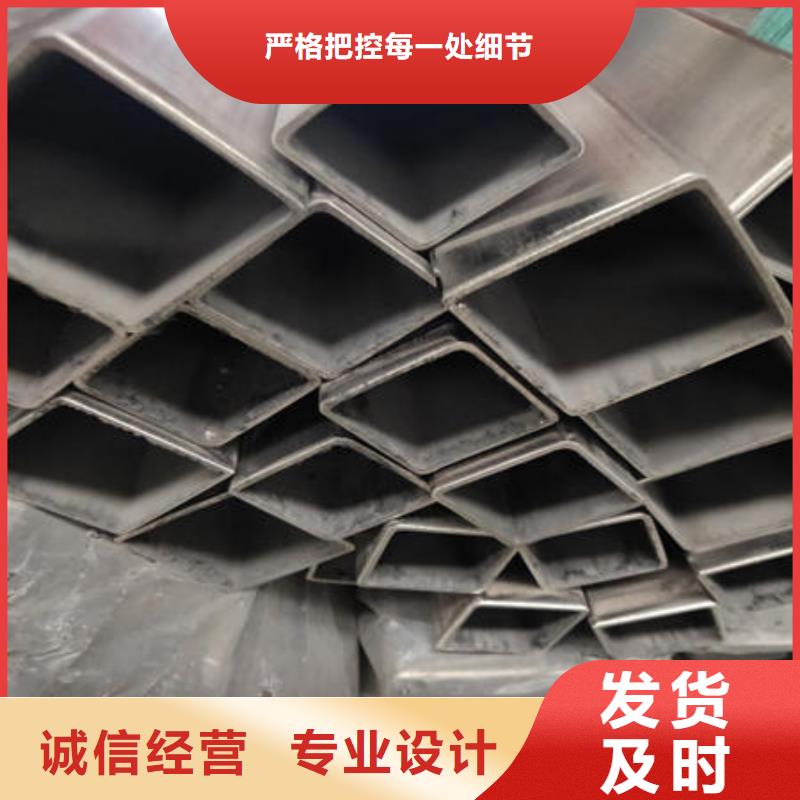
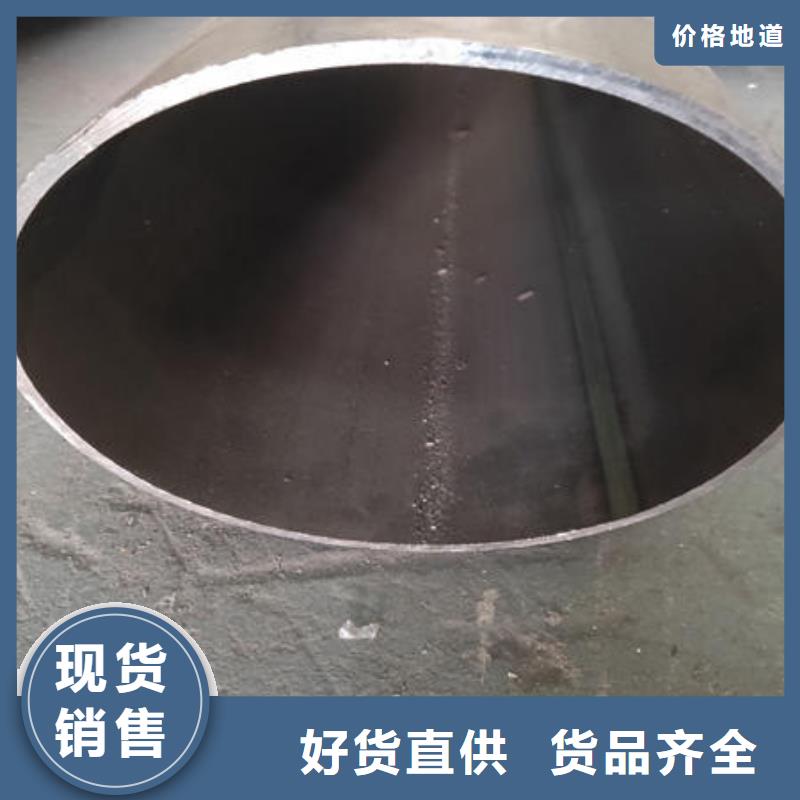
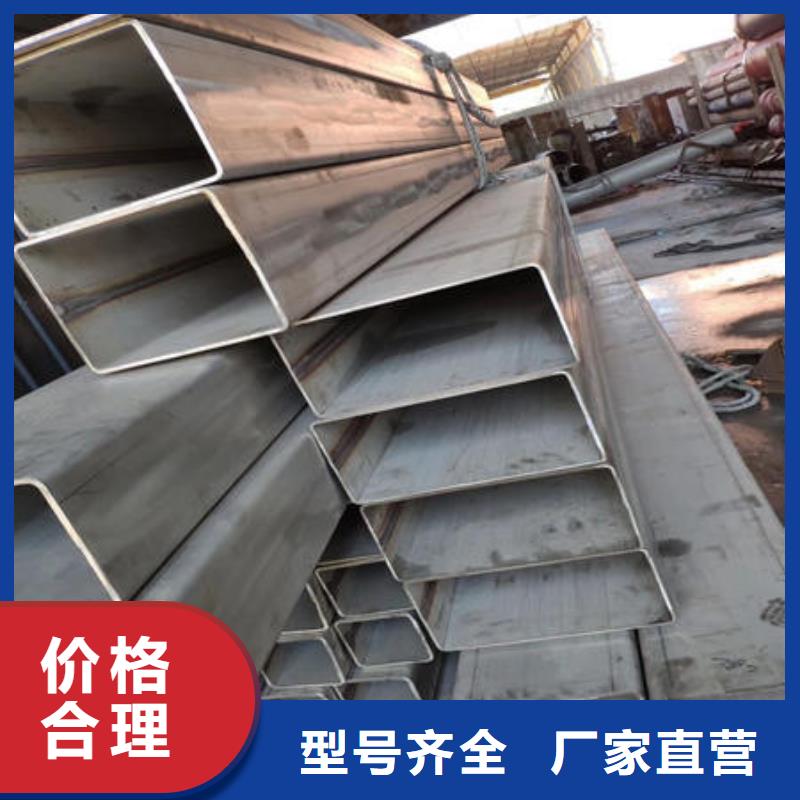
| 斷面形狀 | 圓管 |
| 材質 | 201/304 |





萬宇金屬材料有限公司不僅有技藝精湛的 河南南陽不銹鋼卷技術人員和經驗豐富的售后服務隊伍。而且緊跟潮流,將互聯網技術應用到公司生產經營 河南南陽不銹鋼卷的各個環節中,積j i開展互聯網營銷,及時提供公司新 河南南陽不銹鋼卷產品信息和技術服務。為用戶提供完善的服務。





甲類管一般用普通碳素鋼Q235、Q235F及普通低合金結構鋼16Mn焊制,乙類管采用Q235、Q235F、Q195等鋼材焊制,用作低壓力的流體輸送管材螺旋縫高頻焊接鋼管 螺旋縫高頻焊接鋼管,尚沒統一的產品標準,一般采用普通碳素鋼Q235、Q235F等鋼材制造。
按用途分類按用途又分為一般焊管、鍍鋅焊管、吹氧焊管、電線套管、公制焊管、托輥管、深井泵管、汽車用管、變壓器管、電焊薄壁管、電焊異型管和螺旋焊管。一般焊管用來輸送低壓流體。用Q195A、Q215A、Q235A鋼制造。也可采用易于焊接的其它軟鋼制造。鋼管要進行水壓、彎曲、壓扁等實驗,對表面質量有一定要求,通常交貨長度為4-10m,常要求定尺(或倍尺)交貨。焊管的規格用公稱口徑表示(毫米或英寸)公稱口徑與實際不同,焊管按規定壁厚有普通鋼管和加厚鋼管兩種,鋼管按管端形式又分帶螺紋和不帶螺紋兩種。鍍鋅鋼管為提高鋼管的耐腐蝕性能,對一般鋼管(黑管)進行鍍鋅。鍍鋅鋼管分熱鍍鋅和電鍍鋅兩種,熱鍍鋅鍍鋅層厚,電鍍鋅成本低。吹氧焊管用作煉鋼吹氧用管,一般用小口徑的焊接鋼管,規格由3/8寸-2寸八種。用08、10、15、20或Q195-Q235鋼帶制成。為防蝕,有的進行滲鋁處理。



環保改造面臨不小的成本壓力,但這個時候企業更應該迎難而上,經過環保法的洗禮和考驗,相企業的綜合實力會邁上一個新臺階,在市場中的地位更加穩固。我們經常可以發現不銹鋼焊管在冷拔或冷軋后會出現頭尾增厚的問題,退火前我們需要用砂輪機切掉不銹鋼焊管厚的這部分,并對兩端進行打磨。您知道為何會出現壁厚增加的現象嗎?這部分增厚長度又如何計算?接下來就由金潤德不銹鋼為您講解,以增加您對不銹鋼焊管的了解。由于不銹鋼焊管前、后端處于張力建立和消失的兩個不穩定階段,此時不銹鋼焊管所受的張力比中間處于穩定軋制階段的要小,結果造成不銹鋼焊管前、后端的管壁厚度比中間的略厚,使切頭、切尾長度增加,金屬消耗增多。那么,如何計算不銹鋼焊管軋制過程中頭尾增厚的長度?不銹鋼工業焊管兩端增厚長度,一般隨總變形量、機架間距、平均張力系數和軋制速度的增大而增加,但隨單機架的減徑率、S/D值、軋輥理想直徑和摩擦系數的增大而減短。此外,合金鋼不銹鋼焊管的增厚長度通常比碳鋼大,實際生產計算時可采用經驗估算。