

簡約而不簡單,我們的角鋼日標角鋼廠家實力大產品視頻將用直觀的方式展示產品的核心價值。
以下是:角鋼日標角鋼廠家實力大的圖文介紹

“客戶信賴品牌 廣東廣州鍍銅扁鋼供貨商”是我們企業追求的目標,我們也時刻以此來嚴格要求自己。永發鋼鐵貿易有限公司期待在關鍵的時候為您提供為的現場解決方案以及完善的產品和服務。
企業目標:專業、誠信、產品供應商客戶信賴的品牌供應商 經營理念:專業、誠信、值得信賴
服務宗旨:以合理的價格、完善的服務,提供高質量的 廣東廣州鍍銅扁鋼產品,以客戶需求為導向,以提高客戶生產效率及質量為目標,不斷引進國外先進技術同產品,為客戶帶來更為的現場解決方案。


玻璃幕墻(框支承)
立柱上、下柱間應留有不小于15mm的縫隙,閉口型材可采用長度不小于250mm的芯柱連接,芯柱與上柱或下柱之間應采用機械連接(如不銹鋼螺栓連接)方式固定;開口型材上柱與下柱之間可采用等強型材機械連接。上、下立柱之間的縫隙應打注耐候密封膠密封。
立柱跨層通長布置時,立柱與主體結構的連接支承點每層不宜少于一個,當每層設兩個支承點時,一般將立柱設計成受拉構件,上支點采用圓孔,立柱在支點鉸接懸掛,下支點采用長圓孔或橢圓孔連接,形成吊掛受力狀態。
鋁合金立柱與鋼鍍鋅連接件接觸面之間應加防腐隔離柔性墊片,以防止產生雙金屬腐蝕。立柱在每個連接部位的受力螺栓至少需要布置2個,螺栓直徑不宜少于10mm。
橫梁可通過角碼、螺釘或螺栓與立柱連接,角碼厚度不應小于3mm。
橫梁與立柱立柱連接處,為防止幕墻構件連接部位產生摩擦噪聲,避免剛性接觸,應設置柔性墊片或預留1~2mm的間隙,間隙內填膠。
立柱上、下柱間應留有不小于15mm的縫隙,閉口型材可采用長度不小于250mm的芯柱連接,芯柱與上柱或下柱之間應采用機械連接(如不銹鋼螺栓連接)方式固定;開口型材上柱與下柱之間可采用等強型材機械連接。上、下立柱之間的縫隙應打注耐候密封膠密封。
立柱跨層通長布置時,立柱與主體結構的連接支承點每層不宜少于一個,當每層設兩個支承點時,一般將立柱設計成受拉構件,上支點采用圓孔,立柱在支點鉸接懸掛,下支點采用長圓孔或橢圓孔連接,形成吊掛受力狀態。
鋁合金立柱與鋼鍍鋅連接件接觸面之間應加防腐隔離柔性墊片,以防止產生雙金屬腐蝕。立柱在每個連接部位的受力螺栓至少需要布置2個,螺栓直徑不宜少于10mm。
橫梁可通過角碼、螺釘或螺栓與立柱連接,角碼厚度不應小于3mm。
橫梁與立柱立柱連接處,為防止幕墻構件連接部位產生摩擦噪聲,避免剛性接觸,應設置柔性墊片或預留1~2mm的間隙,間隙內填膠。



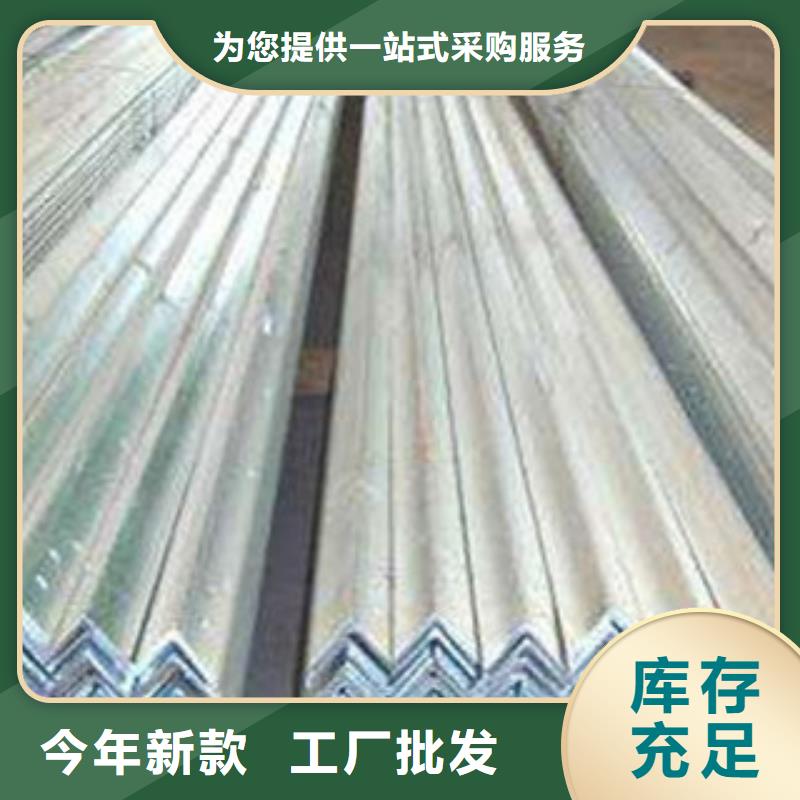
天津市永發鋼鐵有限公司常年銷售鍍鋅角鋼分為熱鍍鋅角鋼和冷鍍鋅角鋼。熱鍍鋅角鋼也叫熱浸鍍鋅角鋼或熱浸鋅角鋼。冷鍍鋅涂料主要通過電化學原理保證鋅粉與鋼材的充分接觸,產生電極電位差來進行防腐
按工藝分類可分為熱鍍鋅角鋼和冷鍍鋅角鋼。市場常見的是熱鍍鋅角鋼。冷鍍鋅角鋼,一般需要根據用戶需求用冷鍍加工。按邊長可分為鍍鋅等邊角鋼和鍍鋅不等邊角鋼。熱鍍鋅又分為吹鍍和掛鍍。
熱鍍鋅角鋼工藝流程:角鋼酸洗→水洗→浸助鍍溶劑→烘干預熱→掛鍍→冷卻→鈍化→清洗→打磨→熱鍍鋅完工。熱鍍鋅角鋼的鍍鋅層厚度均勻,可達30-50um,可靠性好,鍍鋅層與鋼材間是冶金結合,成為鋼表面的一部份,因此熱鍍鋅角鋼的鍍層持久性較為可靠。
按工藝分類可分為熱鍍鋅角鋼和冷鍍鋅角鋼。市場常見的是熱鍍鋅角鋼。冷鍍鋅角鋼,一般需要根據用戶需求用冷鍍加工。按邊長可分為鍍鋅等邊角鋼和鍍鋅不等邊角鋼。熱鍍鋅又分為吹鍍和掛鍍。
熱鍍鋅角鋼工藝流程:角鋼酸洗→水洗→浸助鍍溶劑→烘干預熱→掛鍍→冷卻→鈍化→清洗→打磨→熱鍍鋅完工。熱鍍鋅角鋼的鍍鋅層厚度均勻,可達30-50um,可靠性好,鍍鋅層與鋼材間是冶金結合,成為鋼表面的一部份,因此熱鍍鋅角鋼的鍍層持久性較為可靠。


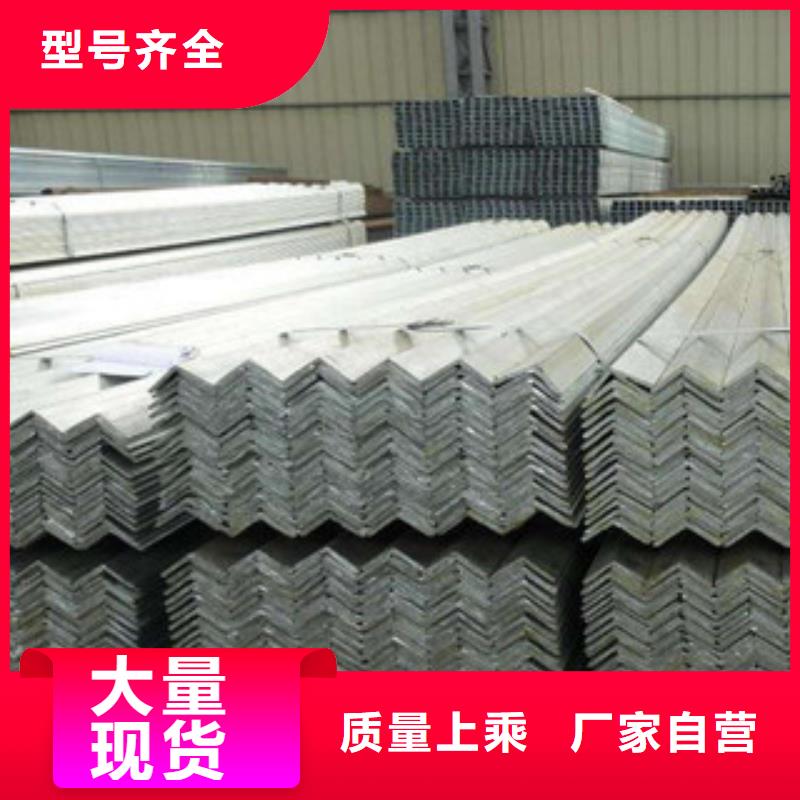
天津市永發鋼鐵有限公司常年銷售角鋼的規格用邊長和邊厚的尺寸表示。目前國產角鋼規格為2.5—20號,以邊長的厘米數為號數,同一號角鋼常有2—7種不同的邊厚。進口角鋼標明兩邊的實際尺寸及邊厚并注明相關標準。一般邊長12.5cm以上的為大型角鋼,12.5cm—5cm之間的為中型角鋼,邊長5cm以下的為小型角鋼。
進出口角鋼的定貨一般以使用中所要求的規格為主,其鋼號為相應的碳結鋼鋼號。也是角鋼除了規格號之外,沒有特定的成分和性能系列。
角鋼的交貨長度分為定尺、倍尺兩種,國產角鋼的定尺選擇范圍根據規格號的不同有3—9m、4—12m、4—19m、6—19m四個范圍。日本產角鋼的長度選擇范圍為6—15m。
進出口角鋼的定貨一般以使用中所要求的規格為主,其鋼號為相應的碳結鋼鋼號。也是角鋼除了規格號之外,沒有特定的成分和性能系列。
角鋼的交貨長度分為定尺、倍尺兩種,國產角鋼的定尺選擇范圍根據規格號的不同有3—9m、4—12m、4—19m、6—19m四個范圍。日本產角鋼的長度選擇范圍為6—15m。

