

聯系我們

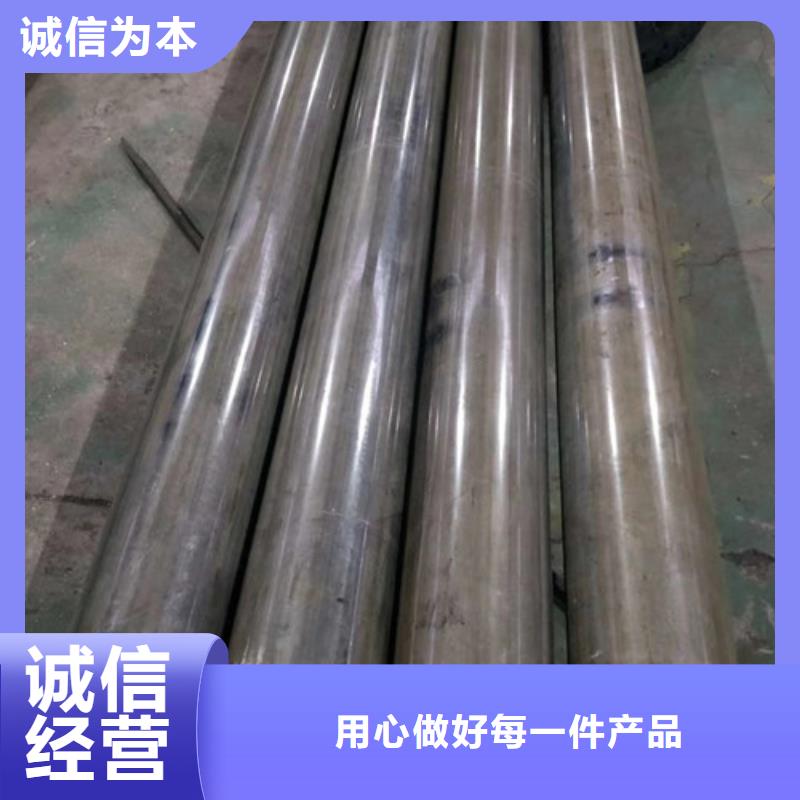
【冷拔管】精密無縫鋼管產地貨源
更新時間:2025-01-23 21:17:58 瀏覽次數:2 公司名稱:聊城 精拉管業有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 產地 | 山東 |
| 品牌 | 精拉 |
| 可定制 | 是 |
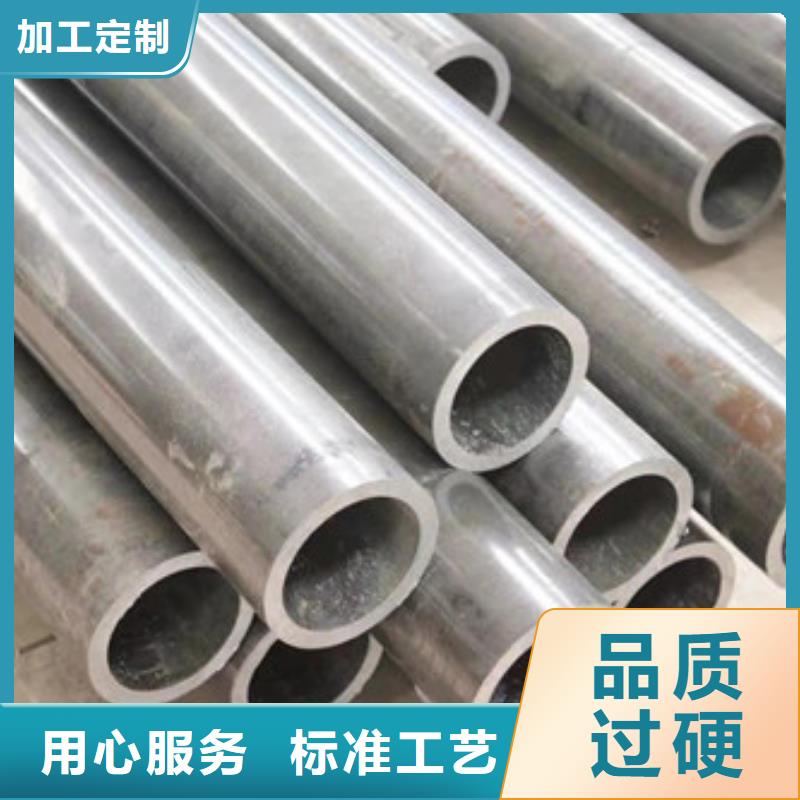

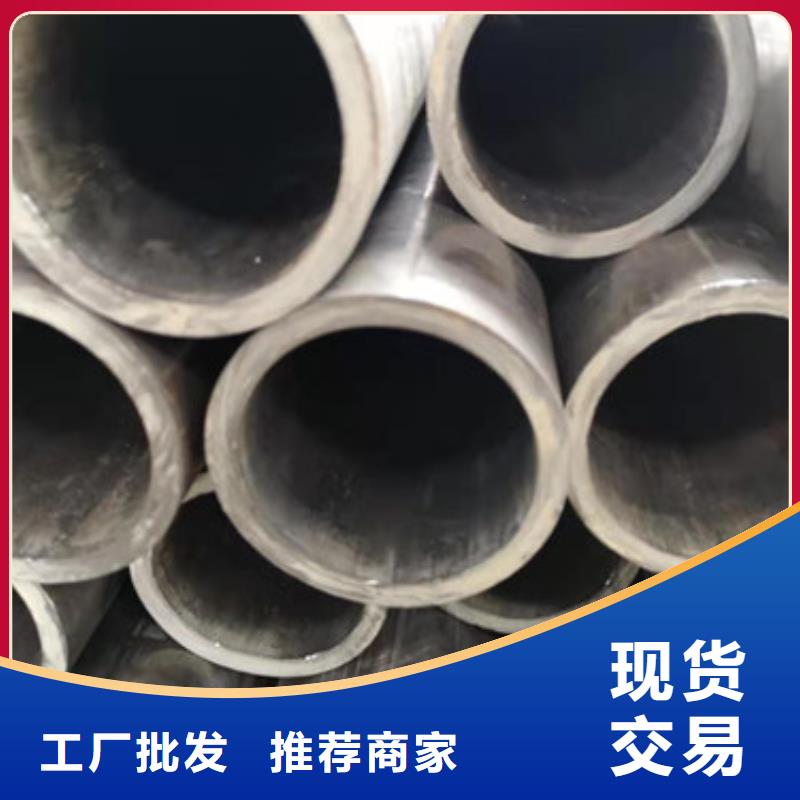
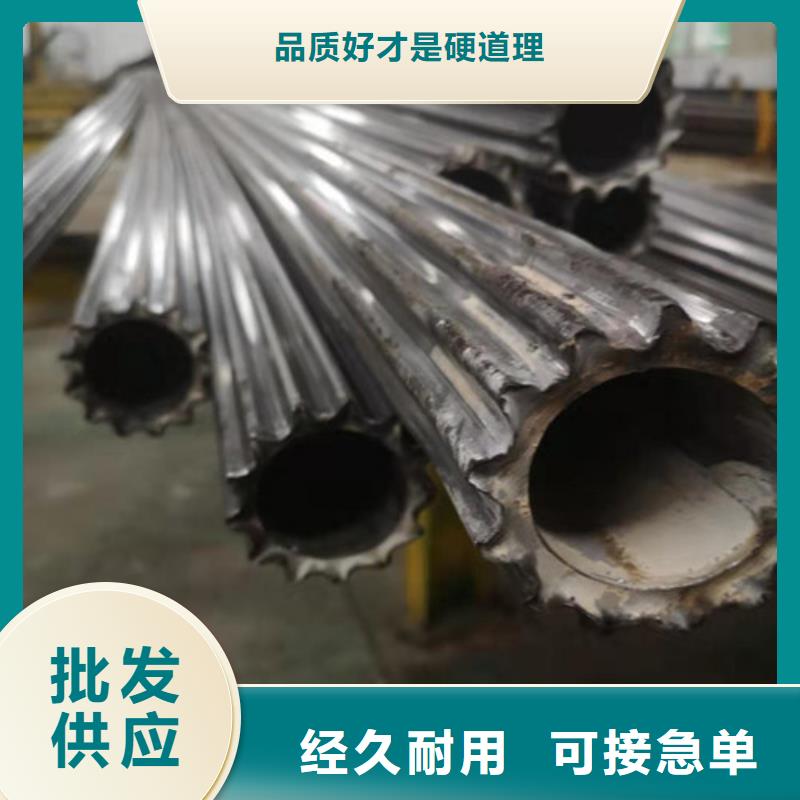
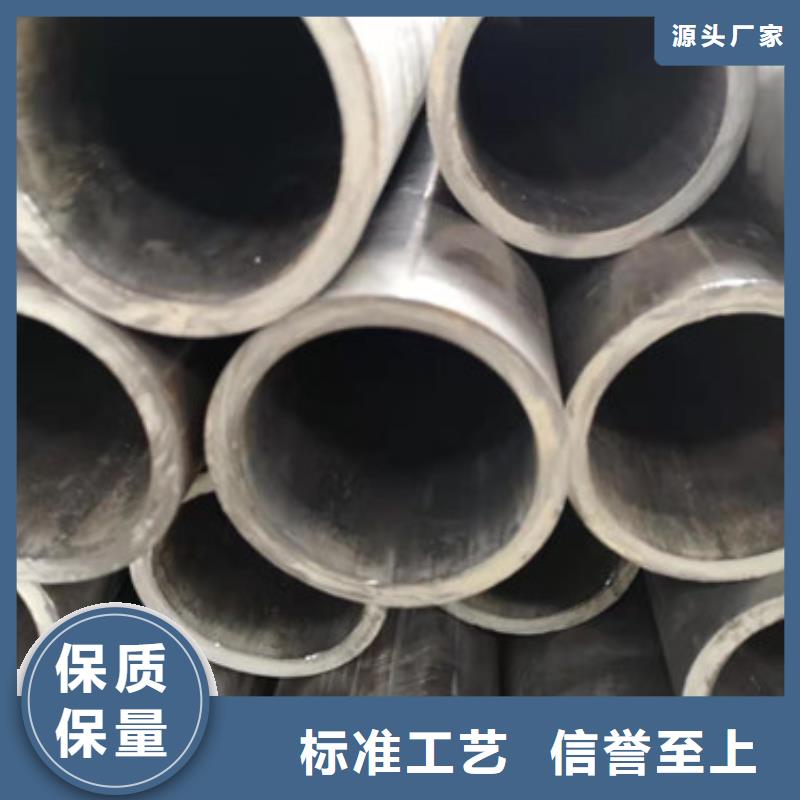


無縫鋼管是一種具有中空截面、周邊沒有接縫的圓形,方形,矩形鋼材。無縫鋼管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。無縫鋼管具有中空截面,大量用作輸送流體的管道,鋼管與圓鋼等實心鋼材相比,在抗彎抗扭強度相同時,重量較輕,是一種經濟截面鋼材,廣泛用于制造結構件和機械零件,如石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架等。冷拔管和無縫鋼管的區別:無縫鋼管主要特點是無焊接縫,可承受較大的壓力。產品可以是很粗糙的鑄態或冷撥件。冷拔管是近幾年出現的產品,主要是內孔、外壁尺寸有嚴格的公差及粗糙度。



冷拔管應盡量接近擠壓輥位置。若感應圈距擠壓輥較遠時,有效加熱時間較長,熱影響區較寬,冷拔管強度下降;反之,冷拔管邊緣加熱不足,擠壓后成型不良。冷拔管是一個或一組冷拔管專用磁棒,冷拔管的截面積通常應不小于鋼管內徑截面積的70%,其作用是使感應圈、冷拔管冷拔管邊緣與磁棒形成一個電磁感應回路,產生鄰近效應,渦流熱量集中在冷拔管冷拔管邊緣附近,使冷拔管邊緣加熱到冷拔管溫度。冷拔管用一根鋼絲拖動在冷拔管內,其中心位置應相對固定在接近擠壓輥中心位置。開機時,由于冷拔管快速運動,冷拔管受冷拔管內壁的磨擦而損耗較大,需要經常更換。冷拔管經冷拔管和擠壓后會產生焊疤,需要。方法是在機架上固定刀具,靠冷拔管的快速運動,將焊疤刮平。冷拔管內部的毛刺一般不。
根據冷拔管線能量的變化及時調節輸出電壓和冷拔管速度。參數固定后一般不用調整冷拔管間隙的控制將冷拔管送入冷拔管機組,經多道軋輥滾壓,冷拔管逐漸卷起,形成有開口間隙的圓形冷拔管,調整擠壓輥的壓下量,使冷拔管間隙控制在1~3mm,并使焊口兩端齊平。如間隙過大,則造成鄰近效應減少,渦流熱量不足,冷拔管晶間接合不良而產生未熔合或開裂。如間隙過小則造成鄰近效應增大,冷拔管熱量過大,造成冷拔管燒損;或者冷拔管經擠壓、滾壓后形成深坑,影響冷拔管表面質量。



精拉管業有限公司經銷品種有:【吉林長春精拉無縫鋼管】等。我司自設大型倉庫,常年備有大量現貨供應,品種繁多,規格盡齊,保障產品質量、提供良好的【吉林長春精拉無縫鋼管】資源供客戶選擇。 我公司始終堅持以良好的產品,良好地服務的經營理念,為廣大用戶服務,并已建立了穩定的國內市場銷售網絡。從而使公司的產品銷售在市場上的份額不斷攀升,深受廣大用戶的一致好評。


1、依據冷拔鋼管焊接方法技術規范核查焊條和助焊劑的規格型號是不是恰當,避免錯用焊條和助焊劑而導致電焊焊接事故。
2、對電焊焊接自然環境開展監管,當電焊焊接自然環境不太好(溫度小于0℃、空氣濕度超過90%)時要采取有效對策后開展電焊焊接。
3、預焊前先檢測焊縫規格,包含空隙、鈍邊、視角及錯口等是不是合乎加工工藝規定。
4、在埋弧全自動內外電焊焊接全過程中采用的電焊焊接電流量、電焊焊接工作電壓、電焊焊接速率等加工工藝主要參數是不是恰當。
5、監管電焊焊接工作人員在埋弧全自動內外電焊焊接時靈活運用冷拔鋼管管端引弧板長短,內外電焊焊接時引弧板的應用率,這有利于管子端尾電焊焊接品質。
6、監管電焊焊接工作人員在焊補時是不是先將爐渣整潔、是不是已完全解決連接頭,焊縫處是不是有機油、銹跡、渣、水、漆等廢棄物。
冷拔鋼管主要是根據支撐力減徑,中空對接焊縫沒有芯軸的持續冷軋而進行。


