
產品詳細介紹



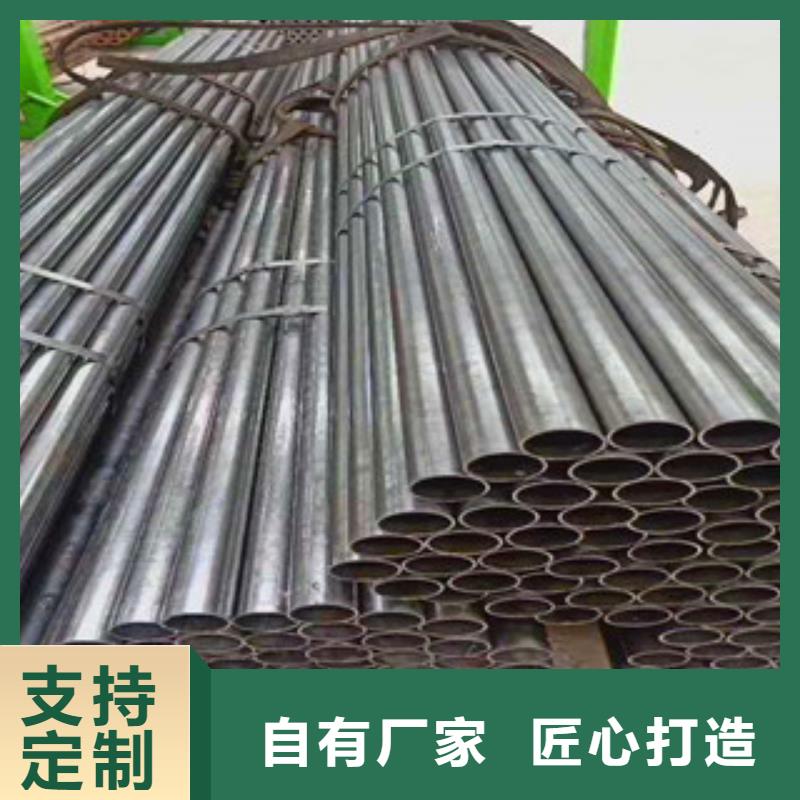
精密鋼管二輥斜軋穿孔坯料的生產
在由兩個同向旋轉且輥軸交叉傾斜的軋輥、兩塊導板(或導盤)以及頂頭構成的孔型中把實心管坯穿軋成空心毛管的工序(見管坯穿孔)。1884年由德國曼內斯曼(R.&M.Mannesmann)兄弟發明。他們在鍛道圓坯的實踐中發現,圓坯在邊旋轉邊壓縮的過程中,中心會出現破裂,形成不規則的小孔——孔腔(cav1ty),由此得到啟發,設想用二輥斜軋法來生產無縫管。開始采取無頂頭斜軋,獲得的管子內孔很小且很粗糙,不能應用,后來改為加頂頭斜軋獲得了成功。后人又對導向工具、軋輥形狀和數量等做了改進,相繼出現了帶導盤的二輥斜軋穿孔、三輥斜軋穿孔、菌式穿孔機穿孔以及盤式穿孔機穿孔等。
二輥斜軋穿孔機的變形區大致可分為4個區域(見圖)。
1區主要作用是為穿孔做準備和順利地實現一、二次咬入(見斜軋穿孔原理)。由于軋輥入口錐表面有錐度,沿穿孔方向(軸向)前進的管坯逐漸在徑向受壓縮,被壓縮部分的金屬一部分向橫向(導板方向)流動,使坯料斷面由圓形變成橢圓形,而表層金屬向軸向延伸,因此在坯料前端會形成一個喇叭口狀的凹陷,此凹陷和定心孔一起保證了穿孔時頂頭鼻部對準坯料中心,以減小毛管前端的壁厚不均。
Ⅱ區為穿孔區。主要作用是穿孔,即使實心坯變成空心的毛管。該區從金屬與頂頭相遇開始到與頂頭圓錐帶始端接觸為止,主要是壓縮壁厚,被壓縮的金屬向橫向和縱向流動,但橫向流動受到導板的限制,所以縱向延伸變形是主要的。在穿孔機上穿孔毛管可有很大的延伸系數, 到5以上,這是斜軋穿孔的特點。
Ⅲ區為展軋區。該區頂頭母線和軋輥母線近似平行,主要作用是展軋(均整)管壁,改善管壁的尺寸精度和內外表面質量。
Ⅳ區為轉圓區。該區的作用是靠軋輥旋轉加工把橢圓形的軋件轉圓。該區長度很短,變形屬塑性彎曲變形



精密鋼管壓力公斤與兆帕
工程上所說的“公斤”是簡稱,實際是“公斤/平方厘米”。
2、1公斤/平方厘米=0.1兆帕。
3、“公斤/平方厘米”和“兆帕”、“千帕”、“帕”都可以用作壓強單位,用來表示壓力容器或管道中氣體、液體的壓強(就是本問題的情況)。
4、也可以用來表示材料(如鋼材)的應力,即材料的單位截面積承受的


始終恪守“誠信為本,客戶至上”的經營理念。愿以客戶的要求為我們的工作起點,與時俱進,銳意進取。用人性化的設計和優良的 內蒙古烏蘭察布精拉光亮管產品質量回報廣大客戶的選擇和信任。 龍麗金屬材料有限公司是一支有著凝聚力,工作配合默契的團隊,憑借雄厚的技術力量,先進的工藝裝備和可靠的 內蒙古烏蘭察布精拉光亮管產品質量,優良的企業文化,不斷的拓展市場,引進國際先進的自動化生產設備,擴大企業的生產規模,使 內蒙古烏蘭察布精拉光亮管產品走出亞洲,力求打造世界知名品牌!



精密鋼管分類及行情介紹:
從國際和國內兩個市場來看,無縫精密鋼管(包括石油專用管)的現有生產能力均已大于需求。所以,今后的重點應放在充分發揮現有機組的能力,開發出高強度等級、高抗擊毀、高抗腐蝕的石油管、高壓鍋爐管和氣瓶管等產品。也是 針對當前我國鋼鐵市場進行優化產品結構的內容。這也是增加在國內外產品競爭力、擴大市場份額的關鍵所在。就是說,提高國內精密鋼管企業的市場競爭力是加和WTO以后國內企業長期的任務和成功發展的關鍵。