



天津闊恒興旺國際貿易有限公司
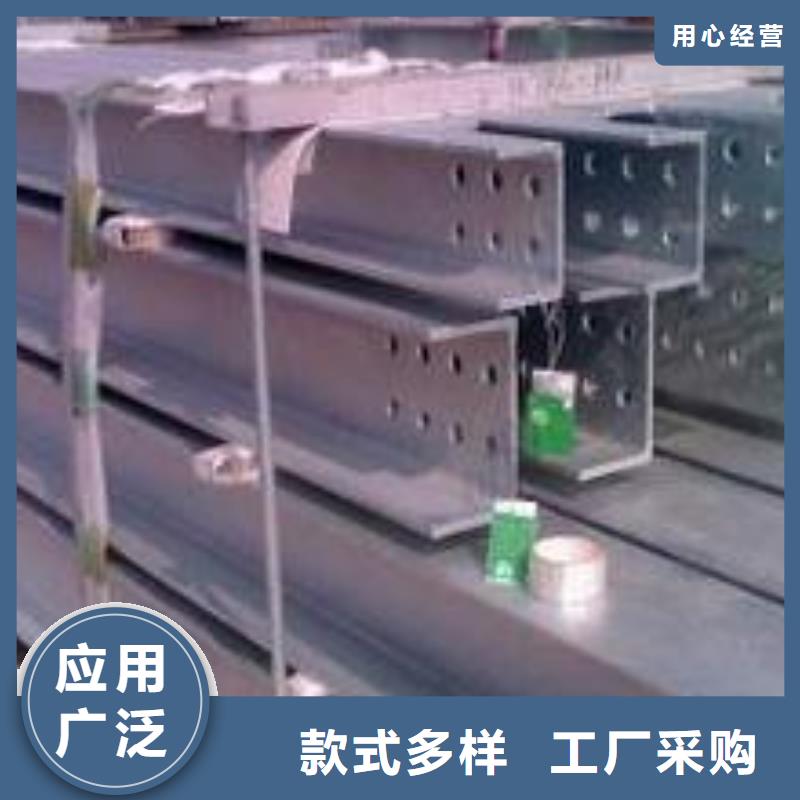
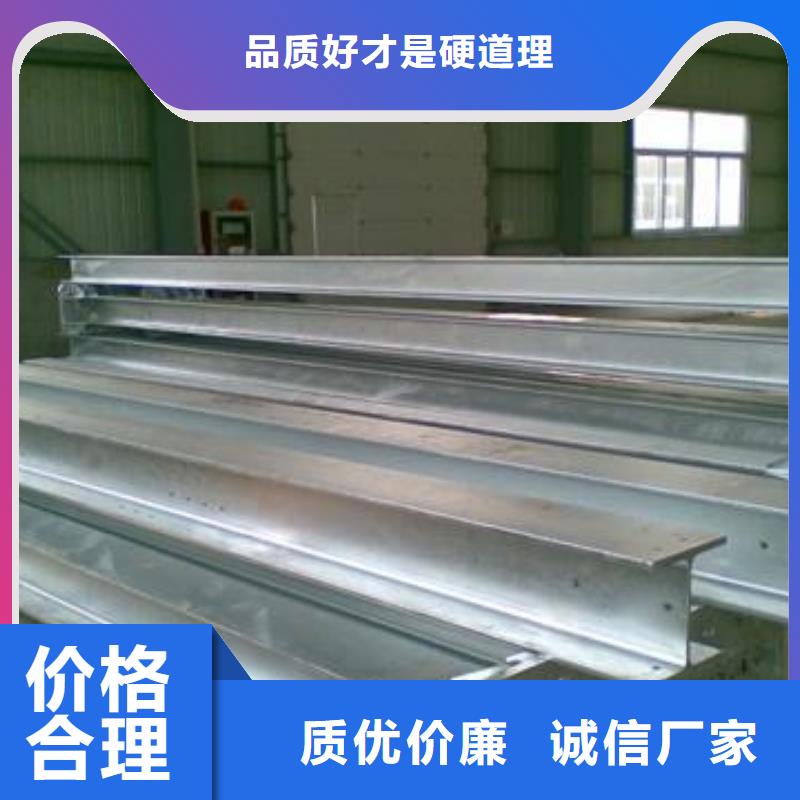
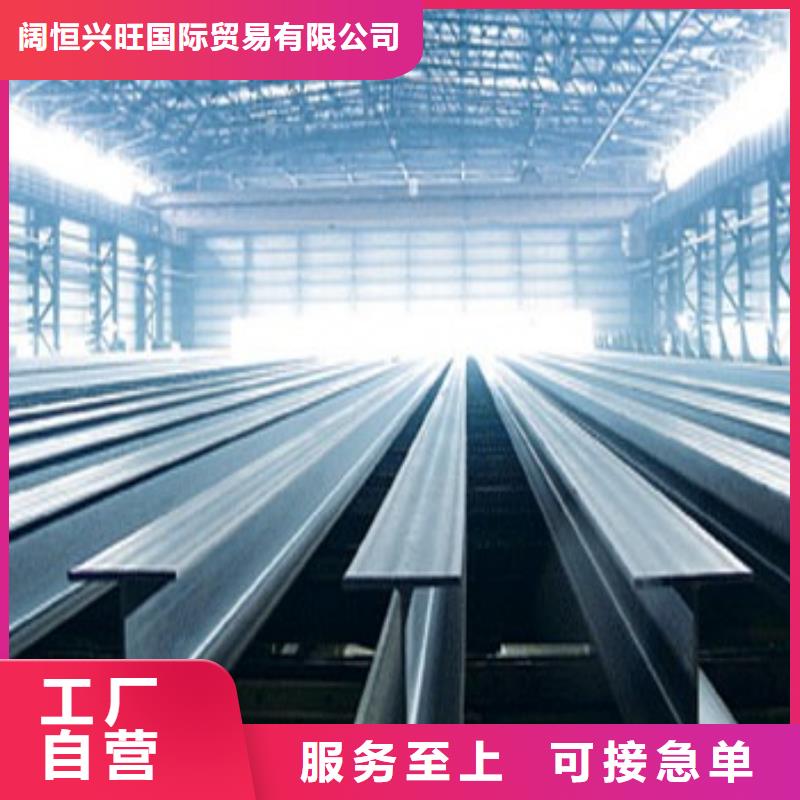
主營產品有:槽鋼,H型鋼,扁鋼,工字鋼,方鋼,角鋼,角鐵,不等邊角鋼,鋼軌,T型鋼,冷彎型鋼,C型鋼及其他型材。型材鍍鋅:鍍鋅槽鋼,鍍鋅角鋼,鍍鋅工字鋼,鍍鋅扁鋼,鍍鋅H型鋼。H型鋼是由工字型鋼優化發展而成的一種斷面力學性能更為優良的經濟型斷面鋼材,尤其斷面與英文字母“H”相同而得名。其特點如下:翼緣寬,側向剛度大。抗彎能力強,比工字鋼大約5%-10%。翼緣兩表面相互平行使得連接、加工、安裝簡便。與焊接工字鋼相比,成本低,精度高,殘余應力小,無需昂貴的焊接材料和焊縫檢測,節約鋼結構制作成本30%左右。相同截面負荷下.熱軋H鋼結構比傳統鋼結構重量減輕15%-20%。與砼結構相比,熱軋H鋼結構可增大6%的使用面積,而結構自重減輕20%一30%,減少結構設計內力。H型鋼可加工成T型鋼,蜂窩梁可經組合形成各種截面形式,極大滿足工程設計與制作需求。H型鋼是一種截面面積分配更加優化、強重比更加合理的經濟斷面型材,因其斷面與英文字母“H”相同而得名。

天津闊恒興旺國際貿易有限公司
主營產品有:槽鋼,H型鋼,扁鋼,工字鋼,方鋼,角鋼,角鐵,不等邊角鋼,鋼軌,T型鋼,冷彎型鋼,C型鋼及其他型材。型材鍍鋅:鍍鋅槽鋼,鍍鋅角鋼,鍍鋅工字鋼,鍍鋅扁鋼,鍍鋅H型鋼。小面積的點蝕在不減薄設計厚度的情況下,可以采用焊補打磨直至合格。2.1.3在下料時必須核對鋼板的牌號、規格和表面質量情況,在確認無疑后才可下料。2.2施工設備及工具:2.2.1切割下料設備主要包括數控火焰切割機、數控等離子切割機、直條切割機、半自動切割機等。在氣割前,先檢查整個氣割系統的設備和工具全部運轉正常,并確保的條件下才能運行,而且在氣割過程中應注意保持。2.2.3檢測及標識工具分別為:鋼尺、卷尺、石筆、記號筆等。3.切割操作工藝:3.1在進行自動切割時,吊鋼板至氣割平臺上,應調整鋼板單邊兩端頭與導軌的距離差在5mm范圍內。3.2根據自動切割及半自動切割方式的不同,調整各把割的距離,確定后拖量,并考慮割縫補償;在切割過程中,割傾角的大小和方向主要以鋼板厚度而定,割嘴傾角與割件厚度的關系及切割余量如下表所示:割嘴傾角與割件厚度的關系割件厚度<10≥10傾角方向后傾垂直傾角度數10°-15°0°鋼板切割余量表切割方式材。


天津闊恒興旺國際貿易有限公司
主營產品有:槽鋼,H型鋼,扁鋼,工字鋼,方鋼,角鋼,角鐵,不等邊角鋼,鋼軌,T型鋼,冷彎型鋼,C型鋼及其他型材。型材鍍鋅:鍍鋅槽鋼,鍍鋅角鋼,鍍鋅工字鋼,鍍鋅扁鋼,鍍鋅H型鋼。開坯的慨念有兩個含意:初軋開坯和二次開坯。初軋開坯是將煉鋼生產的少數幾種重量大的鋼坯經過初軋機,軋成銅材軋機所需要的大鋼坯。二次開坯是將斷面士的初軋坯進一步軋成小鋼坯,供給成材軋機。開坯工藝流程如圖1所示。
加熱、軋制
加熱的目的是降低金屬的變形抗力,提高金屬的塑性,改善組織性能。型材軋制分為粗軋、中軋和精軋。粗軋的任務是將坯料軋成適用的雛形中間坯。在粗軋階段,軋件溫度較高,應該將不均勻變形盡可能放在粗軋孔型軋制的階段。中軋的任務是使軋件迅速延伸,接近成品尺寸。精軋是為保證產品的尺寸精度,延伸量較小。成品孔和成前孔的延伸系數一般分別為1.1~1.2和1.2~1.3。
現代化的型鋼生產對軋制過程通常有以下要求:
(1)一種規格的坯料在粗軋階段軋成多種尺寸規格的中間坯。型鋼的粗軋一般都是在兩輥孔型中進行。如果型鋼坯料全部使用連鑄坯,從煉鋼和連鑄的生產組織來看,連鑄坯的尺寸規格是愈少愈好, 是只要求一種規格。而型鋼成品的尺寸規格卻是愈多,企業開拓市場的能力就愈強。這就要求粗軋具有將一種坯料開成多種規格坯料的能力。粗軋既可以對異型坯進行擴腰擴邊軋制,也可以進行縮腰縮邊軋制。其較典型的例子是用板坯軋制H型鋼。



闊恒興旺國際貿易有限公司成立初期一直堅持“質量是天,是命”的生產理念,從 浙江臺州無氧紫銅排的生產,層層把關,嚴格篩選,確保 浙江臺州無氧紫銅排產品的高品質生產。公司深知,做產品要質量可靠、交貨及時、價格合理、服務周到,做企業要創造精品、服務社會,公司會堅持落實貫徹企業理念,竭誠與國內外朋友合作,共謀大業。

