18365815820




更新時間:2025-02-04 13:41:54 瀏覽次數:5 公司名稱:聊城 聚宜興金屬制品 有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 393 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 產地 | 山東 |
| 材質 | 201、304、316、235、345 |
| 品牌 | 聚宜興 |





聚宜興金屬制品 有限公司
聚宜興金屬制品 有限公司先后引進了美國、德國、日本、澳大利亞等的先進技術和工藝,建立了先進的 江蘇徐州【波形護欄】生產線和現代化檢測廠地,并成立了 江蘇徐州【波形護欄】研究團隊。 公司以科學的管理方法,精益求精的制造工藝,勇于創新的制造理念迅速壯大成為中國 江蘇徐州【波形護欄】生產和出口廠地。


不銹鋼復合管怎么焊接?
焊接的時候由于不銹鋼導熱系數小,且焊接時高溫停留時間不宜太長,所以,焊接復合層時,應選擇熱輸入量 小的焊接方法.同時,由于復合管的焊接順序為先焊復合層,后焊基層,所以,復合層的焊接質量是整個焊接過程中為重要的,故應考慮采用焊接質量高的焊接方 法,是復合管復合層為理想的焊接方法。
由于復合層和基層之間不易熔焊在一起,所以在組對前,首先進行封焊。封焊應選用熱輸入量小的焊接方法,所以,對于封焊,我們仍果用手工鎢極氬弧焊。對于過渡層,其熔敷金屬成分十分復雜,為了使合金濃度梯度不太大,應選擇熱輸入稍大一些的焊接方法,則我們采用焊條電弧焊進行焊接。由于基層材質為碳鋼,是一種常見的材質,焊接工藝十分成熟,所以對于基層的焊接采用焊接電弧焊,以提高焊接施工效率。
不銹鋼復合管復層的焊接
打底層采用單面焊雙面成型焊接工藝,焊接位置一般為水平固定,焊接難度較大,打底層的焊接是復合管得接質量要求 的工序,焊工必須具有過硬的技術水平和高 度的責任感。焊前必須對管子內部、焊縫背面充99.99%的氬氣一段時間用氣體氧含量測試儀從坡口間隙出處深入抽取氣體測量管子內部氧含量,當氧含量低于 50ppm時開始為了保證底層焊接質量,采用鎢極靠弧焊進行自下向上對稱焊接,焊接前將封;焊層焊遭打磨平整。
采用氫弧焊焊接,復層不銹鋼純邊為1. 5--2.0mm,焊槍瓷管噴口直徑為10mm,鎢絲直徑為2-3mm,焊接電流為80-100A,氬氣流量為8-12/min,焊接電流為正極,焊后進行檢查,不允許有夾渣、裂紋、氣孔、未焊透、未熔合等缺陷存在,或X射線檢查后,方可進行下道主序焊接。



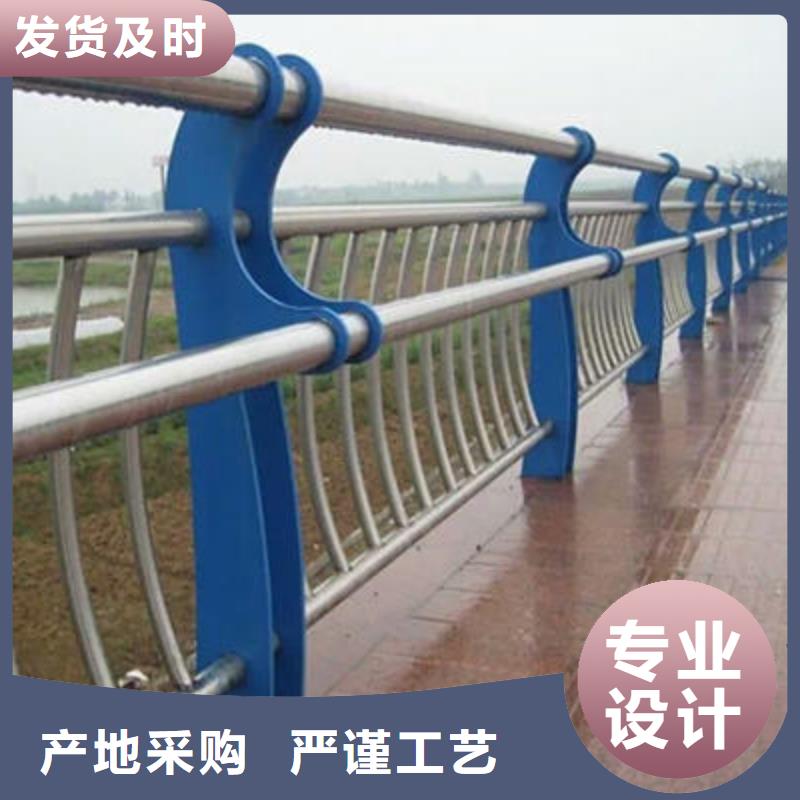
聊城聚宜興防撞護欄表面處理要求
聚宜興防撞護欄熱鍍鋅護欄板護層的保護之所以進行熱鍍鋅處理是因為鋅在腐蝕環境中能在表面形式腐蝕性較好的薄膜,不僅可以保護鋅層本身從而也保護了鋼基等,因此經過熱鍍鋅處理后的仿版大大的延長了壽命。
聚宜興防撞護欄使用壽命與層及所處的環境有關,通過對熱鍍鋅薄板進行的大氣腐蝕試驗便可進行證實,增加美觀性的同時也增加了欄板強度一舉多得,自動化生產線擠壓成型,從整體來看表面整潔無損傷,防腐性極強,主要的則是表面處理方式成熟等。
在處理方面具有防腐、防老化、抗曬、耐高溫低溫等特點,重慶防撞護欄甚至在室外環境中使用壽命可到十到二十五年等是眾多用戶看好的產品,其整體來看結構簡練,美觀使用便于運輸安裝等,其防盜性能好,受事跡地形限制笑等。



