




不要錯過我們上傳的數(shù)控鋼筋套絲打磨生產(chǎn)線施工團隊視頻!它將為您提供比圖文更直觀、更的產(chǎn)品介紹,點擊觀看,讓您輕松了解產(chǎn)品詳情。
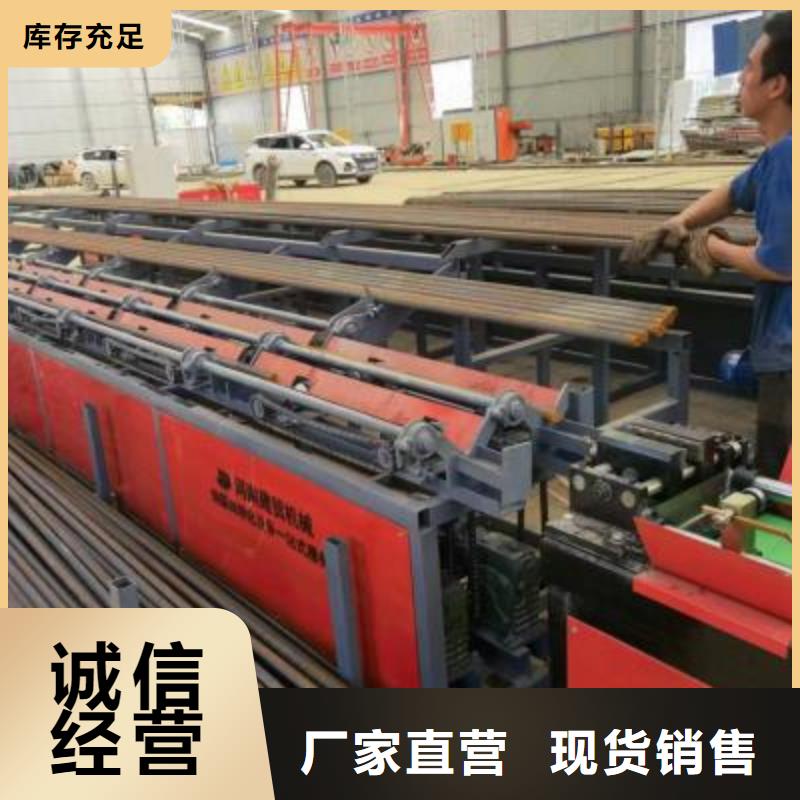
以下是:數(shù)控鋼筋套絲打磨生產(chǎn)線施工團隊的圖文介紹
控鋼筋套絲打磨生產(chǎn)線施工團隊")
切屑黏結(jié)在齒尖。
俗稱“切屑焊點”
1、切削液不當或根本無切削液
2、切削液水、油比例失調(diào)
3、鋸帶線速度太快、進給太猛
4、清屑刷磨損
5、選齒失誤 1、選擇正確的切削液
2、調(diào)節(jié)水、油比例
高合金5:1;低合金、碳鋼10:1
3、適當減小鋸帶線速度,調(diào)節(jié)進刀量/進給量
4、更換清屑刷
5、合理選擇鋸齒,一般情況下:大料用大齒;小料、薄料用小齒;結(jié)構(gòu)鋼材適當選擇變齒
背部出現(xiàn)T形截面(蘑菇狀) 1、進給太大
2、導(dǎo)向臂分開太寬
3、鋸輪、法蘭與鋸帶磨擦太大
4、鋸齒太小,不適合下料工件
5、導(dǎo)向部分磨損或被卡死
6、鋸帶張力不夠 1、適度減小進給量
2、調(diào)整導(dǎo)向臂在適當位置
3、調(diào)整鋸輪,磨擦
4、根據(jù)工件大小,幾何形狀選齒
5、調(diào)節(jié)張力,更換導(dǎo)向塊
6、適當增大鋸帶張力
俗稱“切屑焊點”
1、切削液不當或根本無切削液
2、切削液水、油比例失調(diào)
3、鋸帶線速度太快、進給太猛
4、清屑刷磨損
5、選齒失誤 1、選擇正確的切削液
2、調(diào)節(jié)水、油比例
高合金5:1;低合金、碳鋼10:1
3、適當減小鋸帶線速度,調(diào)節(jié)進刀量/進給量
4、更換清屑刷
5、合理選擇鋸齒,一般情況下:大料用大齒;小料、薄料用小齒;結(jié)構(gòu)鋼材適當選擇變齒
背部出現(xiàn)T形截面(蘑菇狀) 1、進給太大
2、導(dǎo)向臂分開太寬
3、鋸輪、法蘭與鋸帶磨擦太大
4、鋸齒太小,不適合下料工件
5、導(dǎo)向部分磨損或被卡死
6、鋸帶張力不夠 1、適度減小進給量
2、調(diào)整導(dǎo)向臂在適當位置
3、調(diào)整鋸輪,磨擦
4、根據(jù)工件大小,幾何形狀選齒
5、調(diào)節(jié)張力,更換導(dǎo)向塊
6、適當增大鋸帶張力
控鋼筋套絲打磨生產(chǎn)線施工團隊")
控鋼筋套絲打磨生產(chǎn)線施工團隊")
可更換新刀片。滾絲輪滾軋一定數(shù)量的絲頭后,因磨損或牙形損壞,不能滾軋出合格絲頭時,應(yīng)更換新滾絲輪。更換新滾絲輪時,調(diào)整螺距的墊圈務(wù)必安裝正確,否則不能使用。1)無冷卻液時嚴禁滾軋加工螺紋。2)冷卻液務(wù)必用水溶性切削液,嚴禁使用油性溶液,更不可用油代替。天氣寒冷地區(qū)在施工完后應(yīng)將切削液放出,凍壞冷卻系統(tǒng)。3)待加工的鋼筋端部應(yīng)平整,必須用無齒據(jù)下料。且在端部500mm長度范圍內(nèi)應(yīng)圓直,不允許彎曲,不允許將氣割或鋼筋切斷機下料的端頭直接加工。4)在初始切削時進給應(yīng)均勻,切勿猛進,以防刀刃崩裂。5)滑桿及滑板應(yīng)經(jīng)常清理并涂機械潤滑油。6)鐵屑應(yīng)及時清理干凈。(應(yīng)在斷電狀態(tài)下清理)。7)冷卻液應(yīng)半月清理一次。
控鋼筋套絲打磨生產(chǎn)線施工團隊")
控鋼筋套絲打磨生產(chǎn)線施工團隊")
控鋼筋套絲打磨生產(chǎn)線施工團隊")
建貿(mào)機械 有限公司宗旨:誠信立足,創(chuàng)新致遠,以 湖北鄂州液壓噴濕機廠家質(zhì)量求生存,以信譽求發(fā)展,贏得了各界用戶的好評,是目前理想的 湖北鄂州液壓噴濕機廠家產(chǎn)品。公司實力和 湖北鄂州液壓噴濕機廠家產(chǎn)品質(zhì)量獲得業(yè)界的認可。建貿(mào)機械 有限公司歡迎各界朋友蒞臨參觀、指導(dǎo)和業(yè)務(wù)洽談。
控鋼筋套絲打磨生產(chǎn)線施工團隊")
控鋼筋套絲打磨生產(chǎn)線施工團隊")
點擊查看建貿(mào)機械 有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】