





為了給您提供更的【護欄不銹鋼復合管護欄欄桿貨真價實】產品信息,解鎖【護欄不銹鋼復合管護欄欄桿貨真價實】產品新體驗,視頻帶你玩轉每個細節!
以下是:福建龍巖【護欄不銹鋼復合管護欄欄桿貨真價實】的圖文介紹


不銹鋼橋梁護欄噴粉過程中,要注意吊具的導電性,且吊具上的徐層不宜太厚,過厚時可采取集中焚燒的方法用具上的涂層;由于工件較重,一定要設計好掛具,要求掛具牢固可靠;采用預烘的目的:一是除去工件上剩余的水分,二是可以保證一定厚度的粉末涂料較好地附著在工件的表面,三是保證工件盡快均勻受熱,加快固化過程一般預烘的溫度是80—140℃.對于護欄產品,根據其特點,采用自動噴槍另加手工噴槍補噴相結合的形式,目的是實時監控噴粉質量,保證產品質量穩定.一般純聚酚粉術涂料的固化條件是200℃,10min,通過調整加熱爐的溫度和鏈速來保證固化溫度和時間. 不銹鋼橋梁護欄噴粉采用冷風吹干,在吹干的過程中,對工件進行檢查,對于允許缺陷,如流掛、起泡、露底、締孔等可用丙酮等稀釋粉末涂料,趁工件未晾時涂程或噴覆于缺陷表面,用余熱固化對于重大缺陷需要進行返修處理,根據涂膜厚度選取不同的處理方法,一般有直接上件重新噴粉、機械打磨、用脫膜劑處理三種方法.



在多年的 【波形護欄】生產經營實踐中,我們公司逐漸形成了“誠信為本、關注用戶、促進雙贏”的經營理念。在這一理念的指導下,我們把“為用戶提供優質 【波形護欄】產品與服務,不斷提高用戶滿意度”做為公司的追求目標,為了接近和實現這一目標,鑫潤通不銹鋼制品(龍巖市分公司)上下傾注了全部心血和精力,積j i在提高 【波形護欄】生產技術, 【波形護欄】產品檔次,改善 【波形護欄】產品質量,降低 【波形護欄】產品成本等方面,進行著不懈的努力,收到了良好的成果。


在不銹鋼復合管橋梁護欄的使用過程中,也會對它的防腐有很高的要求,而它的防腐也就會和它的技術相關,比如有些廠家對不銹鋼復合管護欄進行了亞光處理,這技術上面的處理就能讓它的防腐能力有所。但是需要注意的是這也需要技術,而也并不是所有的廠家都有這技術,所以有些就直接表面不處理,或者是進行一些低級的處理,自然其在防腐能力上就會相對下降一些,所以在用戶選擇這種產品的時候,也就需要有所注意。
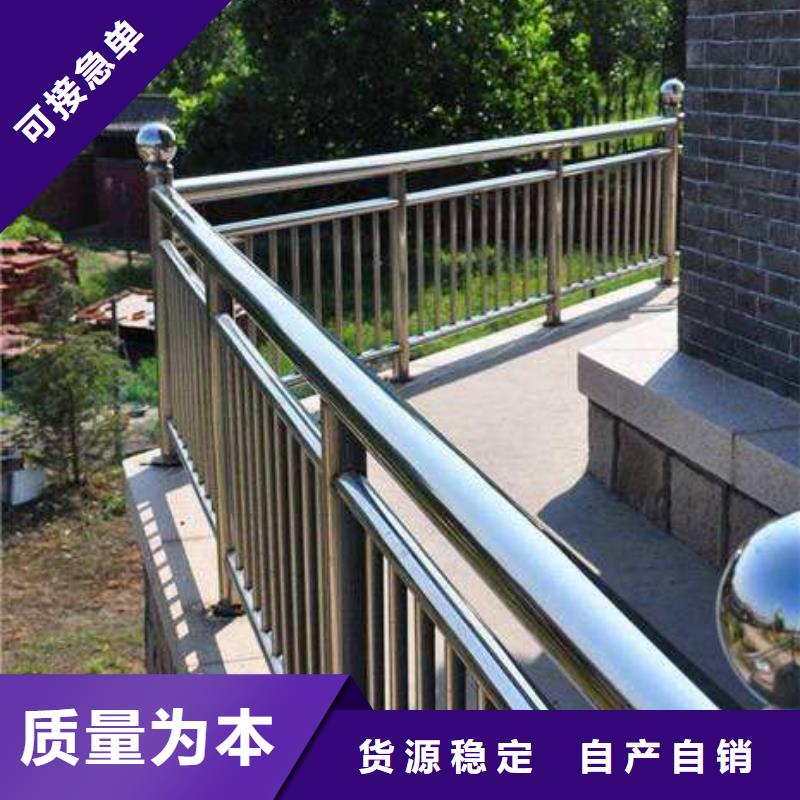
不銹鋼復合管橋梁護欄,可以說是出現在很多的地方,尤其是在很多公共的場所之中,正是通過這樣的不銹鋼橋梁護欄,來起不銹鋼復合管橋梁護欄作用,所以說,不銹鋼橋梁護欄還是成為了人們生活中比較常見的。那隨著現在不銹鋼復合管橋梁護欄在材質上的增多,像是不銹鋼復合管橋梁護欄,也同樣成為了現在人們可以不銹鋼復合管橋梁護欄眾多的行業和領域之中得到了應用。



xinruit

不銹鋼復合管具有以下優點: 不生垢、不結瘤、耐腐蝕在鋼管內復合薄壁不銹鋼管,不銹鋼管的材質為“GB12771-2000流體輸送用不銹鋼焊接鋼管”規定的0Cr18Ni9(美國標準為AISI304),由于鋼中含有18%的鉻,在使用過程中管道內壁形成一層極薄的氧化鉻薄膜,該薄膜阻止金屬繼續氧化,故不銹鋼有很強的耐腐蝕性能,http://www.sdsgg.com/不僅能承受水和空氣的腐蝕,而且可以承受弱酸弱堿的腐蝕。外復不銹鋼管的厚度有0.4-1.2毫米,而鍍鋅鋼管的鍍鋅層厚度僅為0.07毫米,厚度相差5.7-17倍,不銹鋼的耐腐蝕性和致密性又強于鍍鋅鋼管鍍鋅層。所以,內襯不銹鋼復合鋼管在使用過程中不用擔心因內壁銹蝕產生結垢、結瘤而使內孔縮小。 可以焊接 3.1內襯不銹鋼復合鋼管之間可以采用焊接。焊接工藝可參照GB/T13148-1991“不銹鋼復合鋼板焊接技術條件”。3.3 焊前應采用機械方法及有機溶劑,焊縫表面和焊接坡口兩側至少各20mm范圍內的油污、銹跡、金屬屑、氧化膜及其他污物。3.4 焊條采用GB/T983 “不銹鋼焊條”規定的A302(E309)焊條規格為Φ3.2. 3.5 焊接方法采用手工電弧焊;對要求較高的焊縫可以采用鎢極氬弧焊打底,在接近碳鋼部位用手工電弧焊,或者全部采用鎢極氬弧焊。采用鎢極氬弧焊時,焊絲采用同E309相同成分的A302焊絲。 焊接設備焊接設備應滿足焊接工藝要求,并符合有關設備標準的規定。采用手工電弧焊時采用直流電焊機。3.6 焊接程序先焊復材(不銹鋼管),再焊過渡層, 焊基材(碳鋼管)。3.7 焊接要求復材焊縫表面應盡可能與復材表面保持平整、光順。焊接過渡層時,要在保證熔合良好的前提下,盡量減少基材金屬的熔入量,即降低熔和比。為此應采用較小直徑的焊條或焊絲,及較小的焊接絲能量。對接焊縫的余高應不大于1.5mm。
