聚氨酯預制直埋保溫管道訂制細節之處更加用心
更新時間: 2024-12-29 10:20:03 瀏覽次數:15
以下是:聚氨酯預制直埋保溫管道訂制細節之處更加用心的產品參數
| 產品參數 |
|---|
| 產品價格 | 90/米 |
|---|
| 發貨期限 | 電議 |
|---|
| 供貨總量 | 不限 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 1米 |
|---|
| 是否廠家 | 是 |
|---|
| 加工定制 | 是 |
|---|
| 可售賣地 | 全國 |
|---|
| 材質 | Q235B |
|---|
| 規格 | 325-420 |
|---|
| 顏色 | 黑色 |
|---|
| 型號 | 圓形 |
|---|
| 可定制 | 可定制 |
|---|
以下是:聚氨酯預制直埋保溫管道訂制細節之處更加用心的圖文視頻
導讀 在河北省廊坊市采購聚氨酯預制直埋保溫管道訂制細節之處更加用心請認準元豐管道工程有限公司,品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:許銳先生-13313114928,QQ:,地址:勝利南街118號塔談國際商貿城1號樓4單元1212發貨到河北省 廊坊市 安次區、廣陽區、固安縣、永清縣、香河縣、大城縣、文安縣、霸州市、三河市)。 河北省,廊坊市 廊坊市,河北省轄地級市,位于河北省中部偏東,北臨北京,東與天津交界,南接滄州,西和保定及雄安新區毗連,地處京津冀城市群核心地帶、環渤海腹地。截至2022年10月,全市轄2個區、6個縣,代管2個縣級市,總面積6429平方千米。截至2022年末,廊坊市常住人口為549.53萬人。
別再糾結于文字描述了,觀看視頻,讓聚氨酯預制直埋保溫管道訂制細節之處更加用心產品為你展現真實魅力!
以下是:聚氨酯預制直埋保溫管道訂制細節之處更加用心的圖文介紹

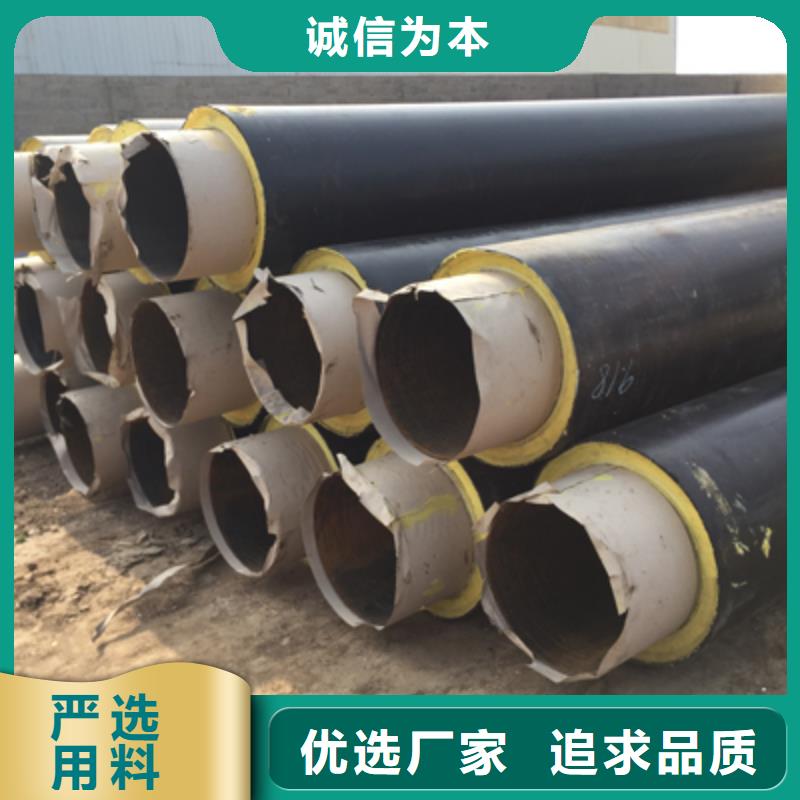
氨酯現場發泡技術優點:在現場發泡、噴涂聚氨脂泡沫塑料隔熱層的方法,其表面是一整體,沒有接縫,冷損失減少,而且施工效率高,易于達到質量要求,減少施工程序,還省去管子表面的防腐涂層。 一、聚氨酯現場發泡技術優點: 在現場發泡、噴涂聚氨脂泡沫塑料隔熱層的方法,其表面是一整體,沒有接縫,冷損失減少,而且施工效率高,易于達到質量要求,減少施工程序,還省去管子表面的防腐涂層。 二、聚氨脂現場發泡施工工藝原理: 聚氨脂泡沫塑料發泡噴涂、灌注工藝原理,是聚醚異氰酸酯的聚合反應能生成胺基甲酸酯,即能生成所需的聚氨基甲酸乙酯,也就是常稱的聚氨脂泡沫塑料。在反應過程中同時加入催化劑、交聯劑、發泡劉、泡沫穩定劑等,其作用是促進和完善化學反應。這些原料分兩組,經充分混合后分別由計量泵按比例打入特制的噴槍內,在噴槍或灌注混合器內充分混合噴涂于管道或設備表面,發生反應,在5至10S內起泡而生成泡沫塑料,并固化成型。 三、聚氨脂現場發泡施工方法: ①噴涂法 按配方將兩組溶液分別貯于兩個料桶中,物料以過濾至計量泵,由風動馬達帶動運轉,將料輸入料管至噴槍體,由壓縮空氣調節閥將物料帶進混合室,混合后通過噴管噴嘴,噴到管道或設備上發泡成型。 ②灌注法 將配制好的兩組溶液分別貯于料桶中,以過濾至計量泵,由風動馬達帶動運轉,將物料輸入料管至灌注混合器,由一路壓縮空氣通入灌注馬達,帶動攪拌軸使兩組物料混合,然后注入模具發泡成型。


現場澆注成型是把發泡材料注入內外套管之間、靠物料反應形成整體保溫層的方式,這種一次成型形成整體的方式成型方便且保溫效果好,是目前應用為廣泛的保溫層成型方式;該成型方式要求物料在較長的一段管路內分布相對比較均勻,因此對發泡體系流動性要求較高。依據不同的現場施工情況可配制用于管道方面的聚醚組合料。目前的普通型現場澆注料具有優異的流動性,分別用于720、529、325、159等大小規格不同的管道上,密度分布均勻程度好,同時在低溫環境施工時有效避免了泡沫脆性。耐高溫型泡沫可長期耐溫150℃以上。
(1)管道下溝前,應檢查溝底標高、溝寬尺寸是否符合設計要求,保溫管應檢查保溫層是否有損傷,如局部有損傷時,應將損傷部位放在上面,并做好標記,便于統一修理; (2)管道應先在溝外進行分段焊接以減少固定焊口,每段長度一般在25-35m為宜。下管時溝內不得站人,采用機械或人工下管均應將管緩慢、平直地下入溝內,不得造成管道彎曲; (3)溝內管道焊接,連接前必須清理管腔,找平找直,焊接處要挖出操作坑,其大小要便于焊接操作; (4)閥門、配件、補償器支架等,應在施工前按施工要求預先放在溝邊沿線,并在試壓前安裝完畢; (5)管道水壓試驗,應符合設計要求和規范規定,隱檢試壓手續,待檢驗合格后把水泄凈,沖洗管道; (6)管道防腐,應預先集中處理,管道兩端留出焊口的距離,焊門處的防腐在試壓完后再處理;



氨酯管道應埋設在當地的冰凍線以下。
直埋聚氨酯管道的溝槽開挖尺寸gb/t 6342—1996 泡沫塑料與橡膠 線性尺寸的測定gb/t 6343—1995 泡沫塑料和橡膠 表觀(體積)密度的測定gb/t 6671.2—1986 聚乙烯(pe)管材縱向回縮率的測定2.無補償敷設方式的基本原理:在安裝管道時,首先給管道加熱到一定溫度,然后將管道焊接固定,當管道恢復到安裝溫度時(溫度降低),管道預先承受了一定的拉應力。當管道通熱工作時,隨著溫度的升高,管道應力為零,當繼續升溫時,管道的壓應力增加,當溫度升到工作溫度時,管道的壓應力(熱應力)仍小于許用應力。聚氨酯發泡保溫鋼管聚氨酯泡沫能與各種材料進行牢固的粘合,因此作為直埋管的保溫層幾乎無需考慮防腐層與之粘合的問題。聚氨酯保溫層的適應溫度為+120℃-196℃,短時(十幾小時)可達+190℃。如果用戶需長期溫度190度,我們可根據用戶需要用高溫料成型。保溫管廣泛用于液體、氣體的輸送管網, 化工管道保溫工程石油、化工、集中供 、中央空調通風管道、開平市政工程等。



元豐管道工程有限公司成立多年,集【河北廊坊TPEP防腐管】研發、生產、銷售和服務于一體的實業型企業,公司主要研制【河北廊坊TPEP防腐管】并可根據客戶圖紙或要求研制各種非標【河北廊坊TPEP防腐管】。 以人為本、科學管理、技術優先、品質保障、誠信務實,取得國內外客戶的信賴與支持。 我們的目標是,讓我們的【河北廊坊TPEP防腐管】產品和服務譽滿全球!


總結 選購聚氨酯預制直埋保溫管道訂制細節之處更加用心來河北省廊坊市找元豐管道工程有限公司,我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:許銳先生-13313114928,{QQ:},地址:[勝利南街118號塔談國際商貿城1號樓4單元1212]。