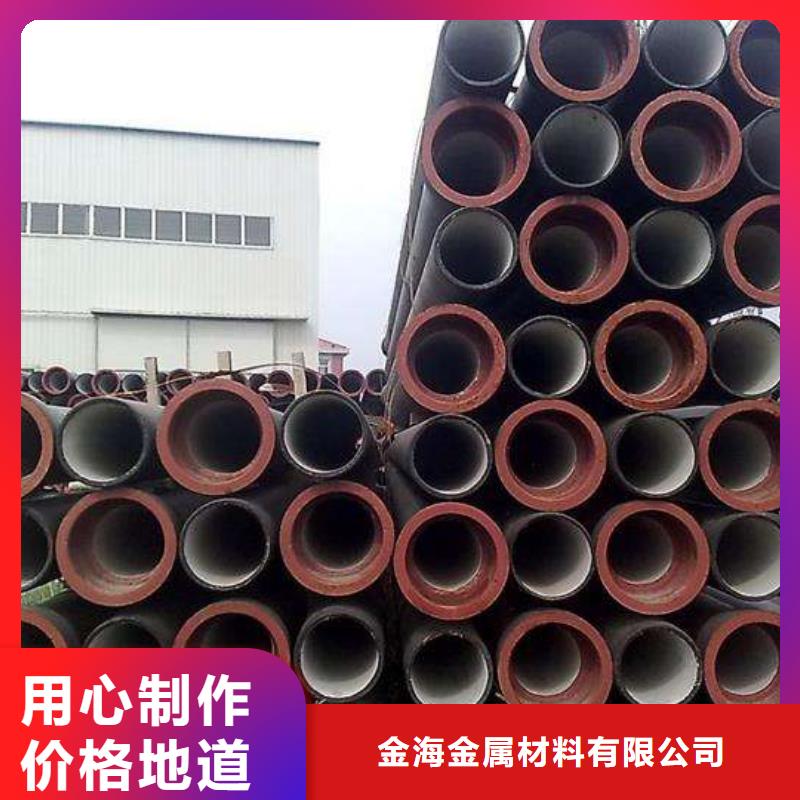



性價比高的大口徑厚壁無縫鋼管,由于這類性價比高的鋼管本身特性相對穩定。
這讓大口徑厚壁鋼管在抵御,環境因素的腐蝕層面并并不是充足的優點。但是性價比高大口徑厚壁鋼管不一樣,這類大口徑厚壁鋼管******,選用的便是,當今*********的鍛造工藝。這保證了大口徑厚壁鋼管,各個領域的特性,都能夠做到,一個較為高的值。次之便是性價比高大口徑厚壁鋼管,除開有基礎的鍛造步驟以外,還添加了一些,較為獨特的解決。在其中一項十分關鍵的解決,便是耐蝕性的解決。由于在制做性價比高大口徑厚壁鋼管的全過程中,有一個步驟,便是把大口徑厚壁鋼管,放入酸堿性的水溶液里邊,為此來車檢大口徑厚壁鋼管的耐蝕性能。而在廢水之中,就存有著一些酸堿性,或是是偏堿的化學物質。
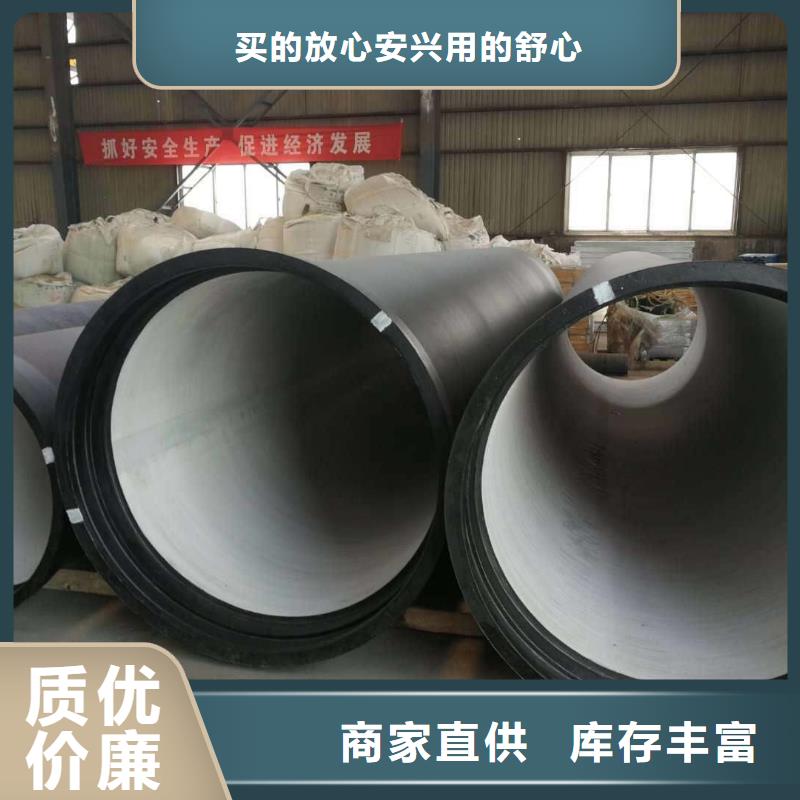
大口徑厚壁鋼管的坯管是無縫鋼管,因此它有優異的物理性能,承受壓力高,抗沖擊,經涂塑或襯塑復合型后的鋼管仍能夠 承擔一定范疇的彎折。此外,它的熱膨脹系數小,安裝后不容易產生形變。而塑料軟管盡管抗腐蝕,但熱膨脹系數大,易彎折,安裝后容易產生形變。因而務必按標準改裝伸縮器或采用別的賠償伸縮式的對策,不然在應用全過程中因為熱漲冷縮而易導致管與管材中間裂開而滲水。


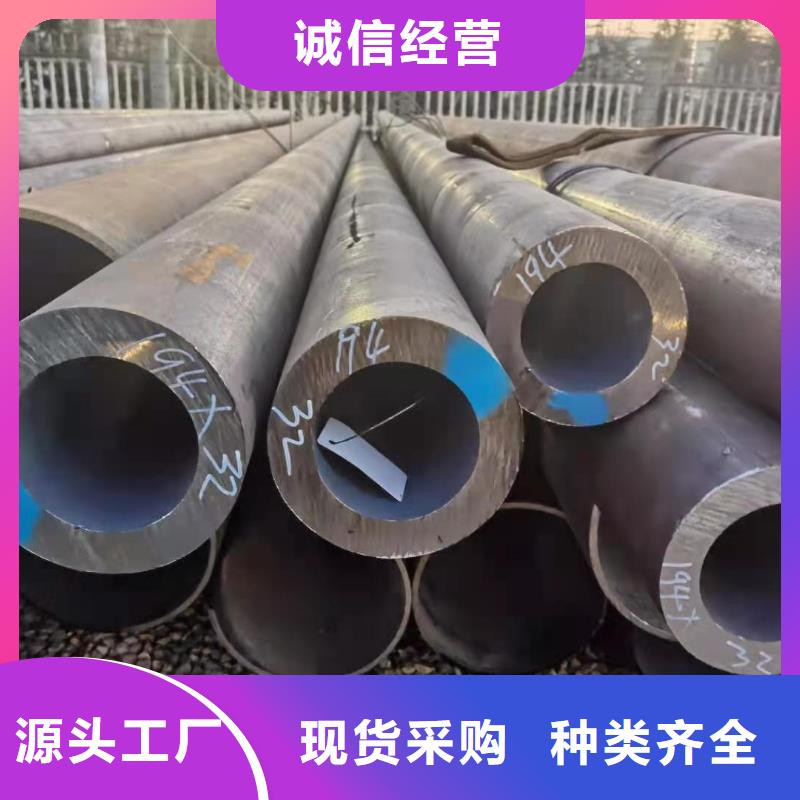
q355b厚壁無縫鋼管晶間腐蝕的操縱
在q355b厚壁鋼管產生的各種各樣浸蝕中晶間腐蝕約占10%,它會使晶體間的結合性有一定的降低,在地應力的功效下,非常容易造成裂痕,乃至裂成粉末狀,而且很隱敝,從其外觀設計上看不出。另外它也是誘發其他浸蝕的關鍵緣故。q355b厚壁鋼管的晶間腐蝕主要是因為位錯區貧Cr所造成的,而C非常容易和Cr產生化學物質,使Cr成分降低。因此,晶間腐蝕的避免對策是:
1、成分及機構
(1)C成分
鋼中C成分是影響q355b厚壁鋼管晶間腐蝕的***關鍵要素。一方面,嚴控C成分,使基材金屬材料和焊絲的碳含量操縱在0.08%下列;另一方面,在對接焊縫和焊接材料中加上增稠劑Ti、Nb等原素,與C的親和力強,使碳在于Cr與之融合,轉化成平穩的化學物質。
(2)兩相機構
兩相機構,會進一步提高抗晶間腐蝕的工作能力。一方面,添加金相組織產生原素,如鉻、硅、鋁、鉬等,使焊接產生兩相機構;另一方面,挑選含金相組織轉化成劑比較多的焊接原材料。
2、焊接加工工藝
(1)溫度在450~850℃這一溫度區段,尤其是650℃是容易造成晶間腐蝕的風險溫度區(又被稱為敏化溫度區)。因此q355b厚壁鋼管焊接時,可采用在焊接件下邊墊銅錢,或立即在焊接件反面澆灌制冷的方法,使中間迅速制冷,降低在該溫度區段滯留的時間,是 連接頭抗腐蝕工作能力的合理對策。
(2)焊接線動能的擴大,將加快q355b厚壁鋼管的浸蝕。在焊接加工工藝上,能夠選用小電流量、高焊速、短弧、多道焊等方式,減少線動能。采用低的焊接線動能,迅速根據敏化溫度區的方法來防止造成熱影響區晶間腐蝕。
3、焊后處理工藝
焊后將q355b厚壁鋼管的焊接連接頭再次加溫至1050~1100℃,再次時效處理,或是再次加溫至850~900℃,隔熱保溫1h,開展勻稱化解決,以貧鉻區。



[城市金海金屬材料有限公司是專業從事 湖南結構無縫鋼管的生產銷售及服務生產廠家。產品遍及各個領域。公司擁有一支服務團隊, 我公司憑借雄厚的技術實力和強大的研發能力,多年來已經為數十家五百強企業提供配套產品及服務,并得到客戶一致的認可。公司憑借強大的技術力量和多年的生產經驗,不斷采用新技術、新工藝、新材料,產品各項技術指標達到國內同行業領先水平。公司堅持以人為本,勇于探索,不斷追求,努力創新發展,不斷向社會提供領先適用的新產品,并以全優的服務占領市場,深受廣大用戶的信賴,享有良好的公眾誠信度。在未來發展戰略上,公司將堅持以人為本的管理理念,繼續致力于搭建行業先進、成本優的技術服務平臺。

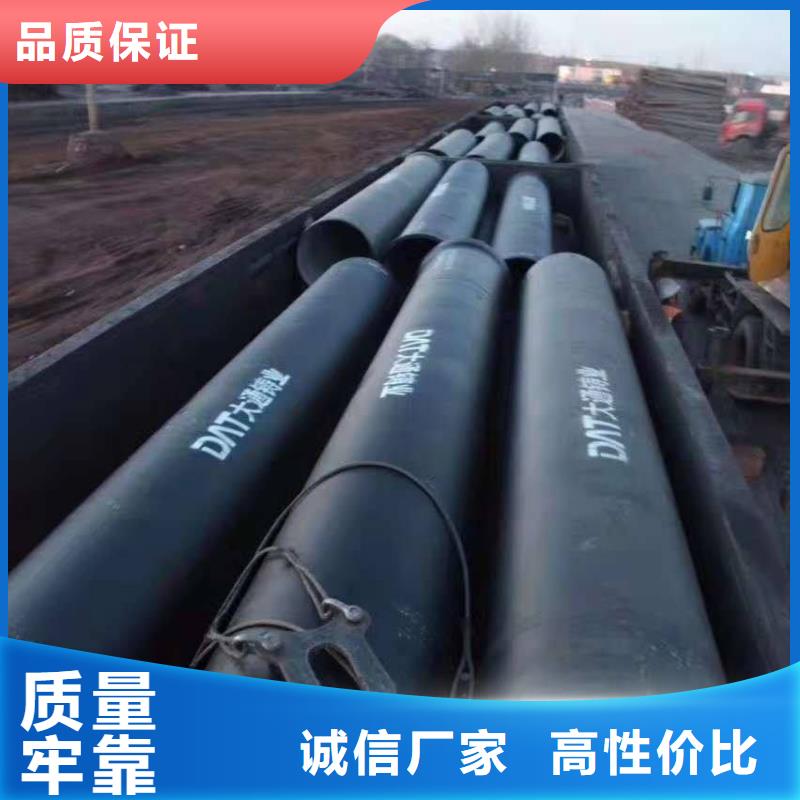
熱軋無縫鋼管的交貨狀態一般是熱軋狀態經過熱處理后進行交貨。熱軋無縫鋼管在經過質檢后要經過工作人員的嚴格的手工挑選,在質檢后要進行表面涂油,然后緊接著是多次的冷拔實驗,熱軋處理后要進行穿孔的實驗,如果穿孔擴徑過大就要進行矯直矯正。在矯直后再由傳送裝置傳送到探傷機進行探傷實驗, 貼上標簽、進行規格編排后放置到到倉庫當中。
