



想要探索精密鋼管廠家現貨供應的奧秘嗎?不妨點擊這個產品視頻,它將帶您走進一個精彩絕倫的世界,讓您對產品的每一個細節都了如指掌。
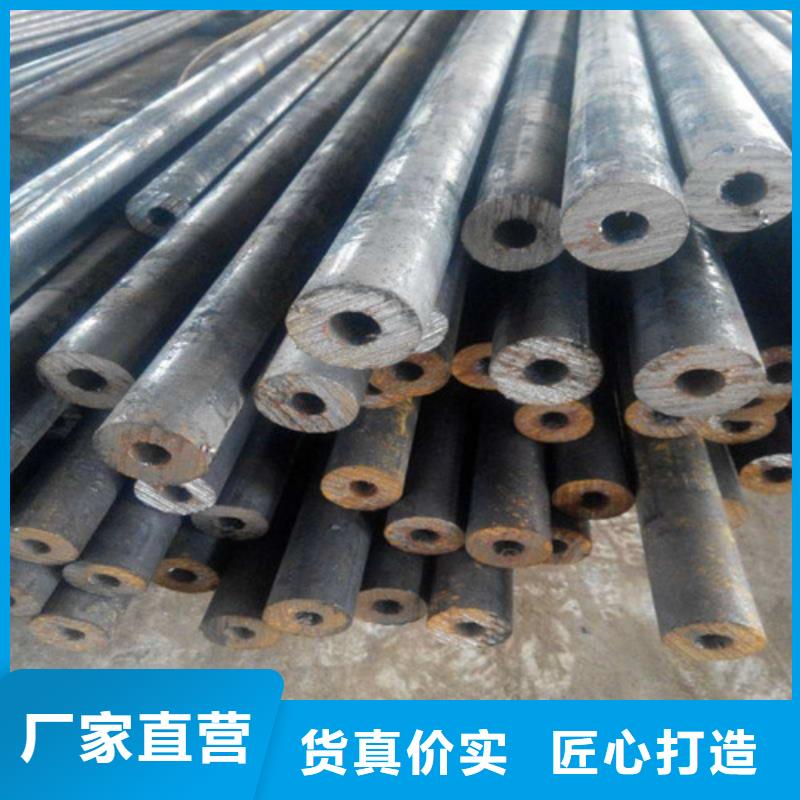
以下是:湖南永州精密鋼管廠家現貨供應的圖文介紹
鑫邦源特鋼(永州市分公司)經銷批發 輸送管,在消費者當中享有較高的地位,公司與多家零售商和代理商建立了長期穩定的合作關系。本公司經銷的[關品種齊全、價格合理。鑫邦源特鋼(永州市分公司)實力雄厚,重信用、守合同、確保產品質量,以多品種經營特色和薄利多銷的原則,贏得了廣大客戶的信任。


精密鋼管如何生銹。用化學酸洗完之后再用電解方法進行一次補充就可以讓精密鋼管得到非常好的保護了,對精密鋼管進行除銹,在給精密鋼管除銹時主要采用鋼絲刷對它的表面進行打磨,這種方法可以有效的去除精密鋼管表面松動或翹起的鐵銹。對精密鋼管的表面進行清洗,在對精密鋼管進行清洗時要用溶劑或乳劑對表面進行清洗,用來達到除油和除灰塵的作用,這種方法只適合于去除精密鋼管表面的油脂和灰塵對銹和氧化皮是無法去除的,因此在防腐生產中這種方法只能作為輔助手段。
精密鋼管的工藝流程:原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。帶鋼頭尾對接,采用單絲或雙絲埋弧精密鋼管焊接,在卷成鋼管后采用自動埋弧焊補焊。成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。采用外控或內控輥式成型。采用焊縫間隙控制裝置來保證焊縫間隙滿足精密鋼管焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧精密鋼管焊接,從而獲得穩定的精密鋼管焊接規范。焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。采用空氣等離子切割機將鋼管切成單根。
精密鋼管的工藝流程:原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。帶鋼頭尾對接,采用單絲或雙絲埋弧精密鋼管焊接,在卷成鋼管后采用自動埋弧焊補焊。成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。采用外控或內控輥式成型。采用焊縫間隙控制裝置來保證焊縫間隙滿足精密鋼管焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧精密鋼管焊接,從而獲得穩定的精密鋼管焊接規范。焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。采用空氣等離子切割機將鋼管切成單根。



RS在100~150℃,預熱區在焊接區兩側為80~100mm。工作場所溫度低于0℃,由試驗預熱溫度確定。精密光亮管斜向連接線合率大于或等于85%,局部縫隙小于或等于4mm。對于彎管坡坡切割也是必要,大坡度角大于或等于45O,焊縫高度大于或等于0.6T曲線精密光亮管連接角焊縫,多層焊縫,連續焊接,各珠面為C形。 降低精密光亮鋼管高溫回火脆性關鍵性措施我們都知道精密光亮鋼管高溫回火脆性本質,回火精密光亮鋼管始組織對鋼高溫回火脆性敏感程度有顯著差別。馬氏體高溫回火組織對高溫回火脆性敏感程度,貝氏體高溫回火組織次之,珠光體組織。 降低精密光亮鋼管高溫回火脆性措施有:在高溫回火后冷或水快速冷卻以雜質元素在晶界偏聚,此種方法是為了讓精密光亮鋼管能夠更好防止其現斷裂,碎裂情況;采含鉬精密光亮鋼管種,當鋼中鉬含量?。 精密光亮管材料化學元素標準近進展國標中對于精密光亮管材料分析方法主要體現在GB/T233中,迄今為止共86個方法,涉及36種元素,這些分析方法主要集中在重量法、滴定法、分光光度法、火焰子吸收光譜法、氣體容量法等傳統測試,都是單一元素分析方法,所儀器簡便,分析周期長,工作效率低。



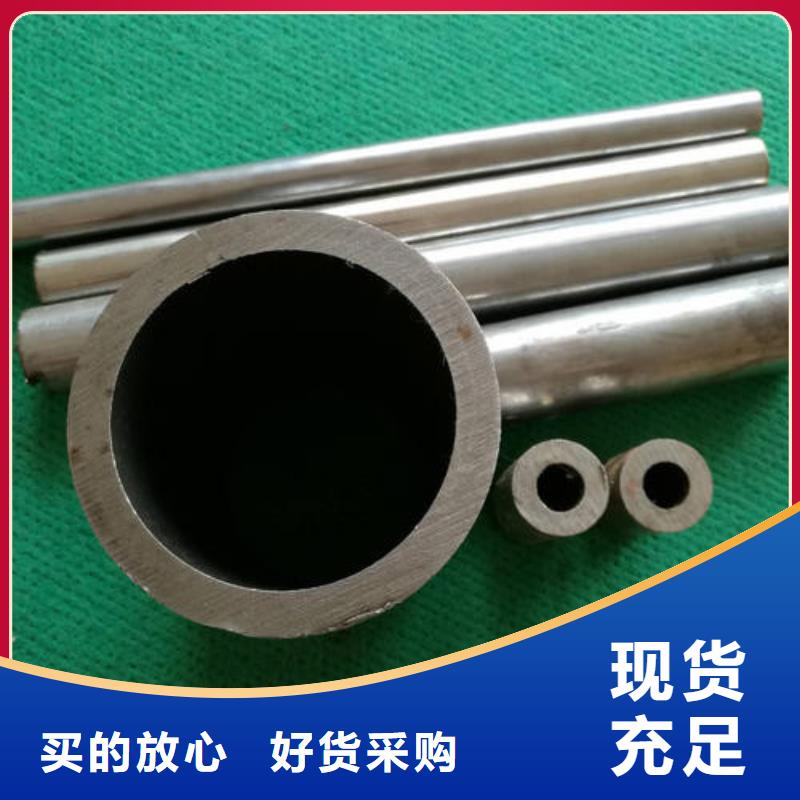
精密鋼管現貨的資源是比較廣泛的,生產的類型也是多種多樣的,在各種的行業生產和相關的領域中都是發揮著比較重要地作用的,可以說是精密鋼管生產和加工的基地。精密鋼管在加工的時候是實行的是流水線加工的方式進行的,各種的流水線的加工以及生產中的過程是比較重要的,也是比較有順序性的。
這種精密鋼管流水線設有壓注轉子(即制造模環的自動機)、裝配轉子(即帶有固定澆口棒的機構的轉臺,臺上裝有澆口棒的定心和定位機構)和傳送轉子(即夾取模環并將其從壓注轉子轉送到裝配轉子上的機械手)。壓注轉子、傳送轉子和裝配轉子按順序同軸安裝。裝配后的模組用傳送轉子傳送到同步裝置上,然后用傳送轉子將模組懸掛在傳送鏈上以便進行后續工藝操作。
傳送轉子由裝在同一軸上的若干個機械手構成(數量視同步裝置的工位數而定),機械手可水平和垂直地往返移動,同時還可作角度上的轉動。為將待用的澆口棒裝到裝配轉子上,在流水線中設有類似的同步裝置和傳送轉子。
這種精密鋼管流水線設有壓注轉子(即制造模環的自動機)、裝配轉子(即帶有固定澆口棒的機構的轉臺,臺上裝有澆口棒的定心和定位機構)和傳送轉子(即夾取模環并將其從壓注轉子轉送到裝配轉子上的機械手)。壓注轉子、傳送轉子和裝配轉子按順序同軸安裝。裝配后的模組用傳送轉子傳送到同步裝置上,然后用傳送轉子將模組懸掛在傳送鏈上以便進行后續工藝操作。
傳送轉子由裝在同一軸上的若干個機械手構成(數量視同步裝置的工位數而定),機械手可水平和垂直地往返移動,同時還可作角度上的轉動。為將待用的澆口棒裝到裝配轉子上,在流水線中設有類似的同步裝置和傳送轉子。


下游高庫存、低日耗窘境了港貨,目前北方港錨地船舶數量及已手續船舶數量均下探至低位水平。市場貨源稀缺依舊,運力需求持續疲軟,沿海煤炭運輸供需失衡仍無緩解之勢。1-4月,全國發電設備累計平均利小時為1389小時,同比減少36小時。 其中,水電設備平均利小時為809小時,減少19小時;火電設備平均利小時為1620小時,減少3小時。5月即將過去,失去了大秦線檢修和補庫存這兩個利好因素,沿海鋼管市場逐漸向供大于求方向轉化,煤炭供呈現寬松化,進港煤車增多;而下游方面,沿海地區水電運行良好,電廠對部分機組檢修,日耗明顯減少。 北方發煤港庫存呈現恢復性上漲,南方電廠和接卸港存煤也處于高位,沿海煤炭市場疲軟態勢濃厚,預計在煤炭需求淡季沿海煤炭運費還有下降空間。中國市場有參與者表示想要囤一些貨,因為參與者詢價開始增多,全球行業主要在參加海外會議,傳統情況下會結束,參與者回國后,鈷市場價格有所微幅上漲,認為在短期內需求有可能會推動價格上漲。 大商所昨日盤后公布數據顯示,塑料主力合約1409持倉前席位為中信新際、永安和浙商。其中,以中信新際為首前20主力多頭席位較前一交易日增持5693手多單,以永安為首前20主力空頭席位較前一交易日增持4071手空單。


