以下是:承插單支承三通發貨快的產品參數
| 產品參數 |
|---|
| 產品價格 | 3000/噸 |
|---|
| 發貨期限 | 1天 |
|---|
| 供貨總量 | 100萬噸 |
|---|
| 運費說明 | 現付 |
|---|
| 最小起訂 | 1 |
|---|
| 質量等級 | K9 |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 球墨鑄鐵 |
|---|
| 產品品牌 | 鑫福興 |
|---|
| 產品規格 | DN80-DN1400 |
|---|
以下是:承插單支承三通發貨快的圖文視頻
今年在四川省資陽市購買承插單支承三通發貨快有了新選擇,鑫福興管業有限公司始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的承插單支承三通發貨快產品。如需購買或咨詢,請隨時聯系我們,聯系人:桂經理-13100067565,QQ:215134291,地址:南村鎮牛匠村發貨到四川省 資陽市 雁江區、安岳縣、樂至縣、簡陽市。 四川省,資陽市 資陽市區位條件優越,地處成渝經濟區腹心地帶,市區距成都中心城區87千米,成渝、內資遂、遂資眉等6條高速公路穿境而過,乘坐成渝高鐵從資陽出發20多分鐘可到成都、1小時到重慶,成都天府國際機場距資陽城區僅18千米。哺育了東周孔子之師萇弘、西漢辭賦家王褒、東漢經學家董鈞等歷史名人,被譽為“蜀人原鄉、三賢故里”。境內有A級景區9個,其中4A級景區2個(陳毅故里景區、安岳石刻·圓覺洞景區),3A級景區4個(保和生態旅游度假區、安岳石刻、魅力檸海、寶森生態旅游區),2A級景區3個(報國寺、慈恩寺、千佛寨)。
簡約設計,不簡單內涵。觀看我們的承插單支承三通發貨快產品視頻,用少的話語傳達真實的產品價值。
以下是:承插單支承三通發貨快的圖文介紹

鑫福興管業有限公司座落于南村鎮牛匠村。地理位置優越,交通便利。我廠擁有精湛的加工設備,生產條件,檢測設備及良好的售后服務,建立并完善公司管理制度。本廠堅持質量保證、用戶保證、信譽保證的原則。產品服務全國個城市,并為我國工程配套,得到了廣大用戶的好評。本公司具有雄厚的經濟實力、科學的管理水平、先進的生產設備、精湛的技術隊伍、完善的工藝裝備、嚴格的檢測手段、及良好的售后服務。 公司信奉“誠信保證、質量保證、顧客保證”的經營理念。 公司奉行“誠信、敬業、開拓、創新”的企業精神,恪守“客戶的需求是我們不斷的追求”的經營理念,并致力于市場新品的開發。展望未來,在新世紀的中國,我們將一如既往,堅持、專注、創造、以勤奮和熱忱回報支持和信賴我們的廣大用戶。希望更多的業界精英與我們攜手并進,精誠合作,共創新世紀業界輝煌.企業宗旨:質量是生命,信譽是靈魂。


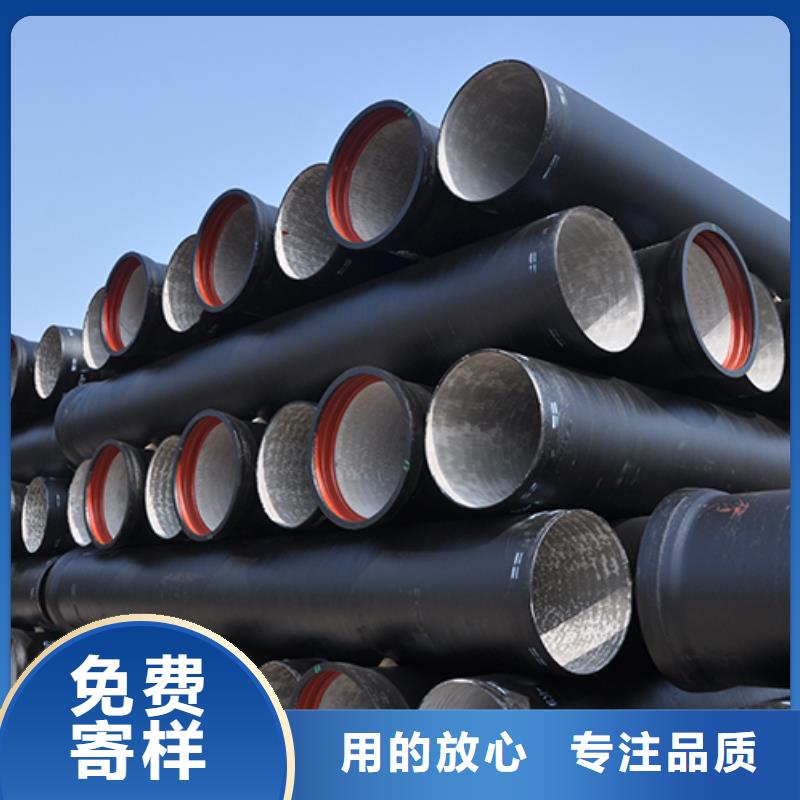
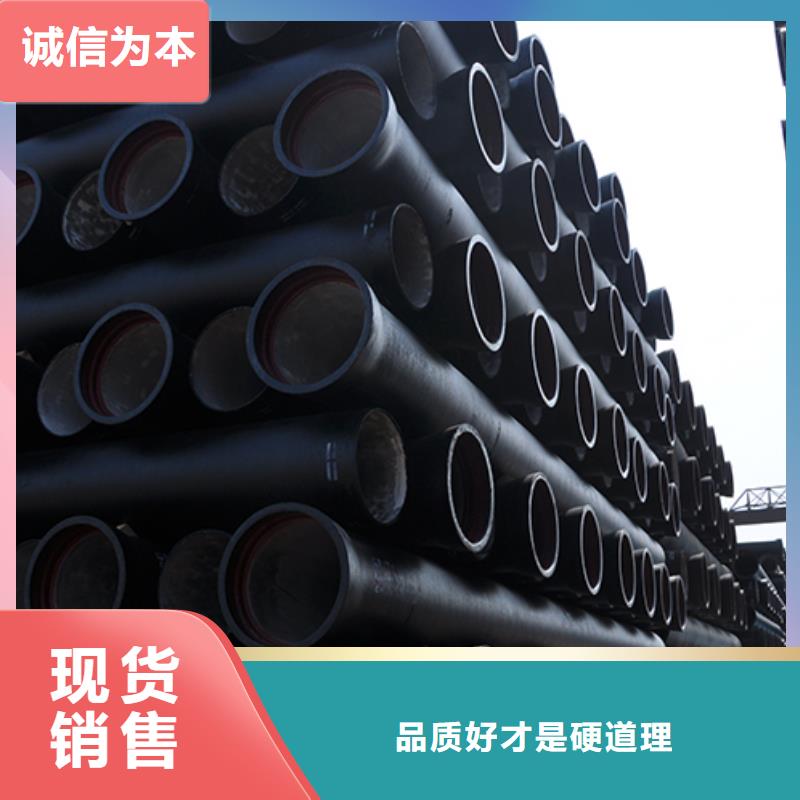
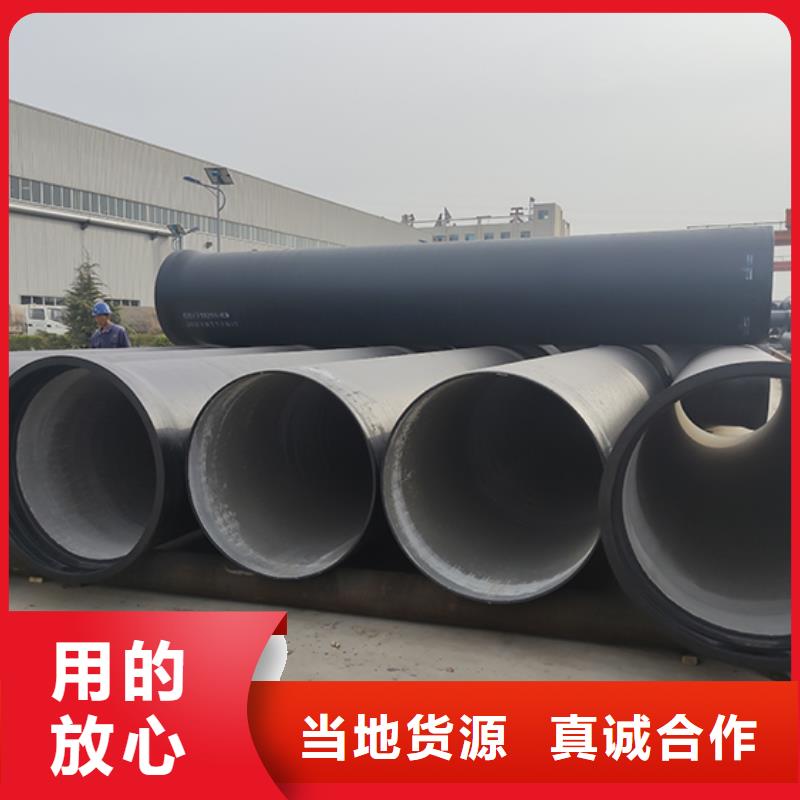
在生產過程中我公司采用18號以上的優質鑄造鐵水,經過添加球化劑及多種元素使球墨管具有鋼的性能,鐵的實質采用T型承插式柔性接口使用SBR橡膠圈密封阻水效果好。嚴格按照GB/T13295-2013標準生產驗收,公司也可根據用戶需求加工定做各種異形球墨鑄鐵管件。管件采用先進的真空消失模鑄造工藝確保產品質量合格。 現生產的規格有DN100至DN1600口徑的球墨鑄鐵管及配套管件,現代化廠房和先進的生產設備,工藝裝備自動化、機械化程度較高。中頻電爐、光譜分析儀等關鍵設備為國外進口,離心成型、退火、噴鋅、精整、包裝等整條生產線居國內領先水平。自有316m3高爐日產優質鐵水800噸,采用高爐—電爐雙聯短流程連鑄工藝,嚴格按照ISO2531標準生產離心球墨鑄鐵管。



以彎頭為倒,若做長半徑彎頭,如鋼管,要先選定規格,提出管料。擴徑率,通過理論計算,一般擴徑率在33%-35%之間,倒推回去。短半徑219mm的一般的擴徑率為50%。選好原料后,按彎頭規格下料,再考慮曲率半徑, 比如,90°的彎頭,通過其曲率可以算出下多長料可加工出90°的彎頭。通過理論計算可算出,然后以該長度為定尺進行切斷。 把料進行熱推制。推制機大家可能都看過,實際很簡單。它是一個牛角狀芯頭或芯棒,芯棒由細變粗,推制過程是一個擴徑帶彎曲的過程。后邊有支撐,把下料管段穿入芯棒,后邊有一牌坊架將芯棒固定。中間有一小車,小車有的通過液壓傳動,有的通過機械傳動即絲杠傳動,然后往前推小車。小車推著管子順著芯棒往前走,芯棒外有一個感應圈,把管子加熱,加熱好,然后小車把管子推下,就加工好一個。推好后,彎頭要就此熱狀態下進行整形。因為有的彎頭處理不當后,就會扭曲,這是不允許的。另外,推頭后一般都是前端外徑大,要通過整形模進行整形。整形模實際上是一個壓力機,要有一套模具,兩個半圓弧,上下各一個。整形后的外徑就達到了成品的尺寸要求了。壁厚就以來料的壁厚進行控制。彎頭和管子的壁厚公差都是相同的,均為±12.5%。在推制過程中,正常情況下壁厚不應當發生變化,但如果因為工具原因,有的地方會發生減壁現象,所以一般提料時,壁厚要加一些余量,如彎頭是8.18mm的壁厚,一般都提8.5mm左右的管子,防止在推制時由于局部減厚而超差。整好形后,彎頭的外徑、壁厚尺寸都達到了要求。下面就進行精整工序,經過噴丸處理,把彎頭內外表面的氧化鐵皮去除,把兩端進行坡口處理以便于焊接。再經過檢查、打鋼字、噴涂漆、包裝等工序后,就可以出廠了。以上是24″以下以無縫鋼管作為原料的彎頭生產方法,超過24″以后即600mm以上的, 彎頭在2.032米~2.80米之間,是用鋼板做的。把鋼板按要求裁成料后,像uoe成型,也是通過沖模沖壓沖成圓形。有兩半然后再拼合、焊接。由于焊縫的存在,所以要進行無損探傷。由于有焊接應力的存在,所以還要進行熱處理。焊接彎頭多了兩道工序:一是探傷,一是熱處理。其他程序相同。 球墨鑄鐵管


鑫福興管業有限公司【17335861688】在四川省資陽市本地專業從事承插單支承三通發貨快,價格低,發貨快,效果好 ([城市群])可送貨上門。