



更新時間:2025-01-20 13:59:57 瀏覽次數(shù):6 公司名稱:聊城 航蕭管件有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 100/噸 |
| 發(fā)貨期限 | 5 |
| 供貨總量 | 40 |
| 運費說明 | 協(xié)商 |
| 最小起訂 | 1 |
| 質量等級 | 1 |
| 是否廠家 | 是 |
| 產(chǎn)品材質 | 齊全 |
| 產(chǎn)品品牌 | 航蕭管件 |
| 產(chǎn)品規(guī)格 | 齊全 |
| 發(fā)貨城市 | 聊城 |
| 產(chǎn)品產(chǎn)地 | 聊城 |
| 加工定制 | 按圖紙加工 |
| 產(chǎn)品型號 | 齊全 |
| 產(chǎn)品重量 | 10 |
| 適用領域 | 鍋爐,橋梁,體育場 |
| 工作溫度 | 10 |



航蕭管件
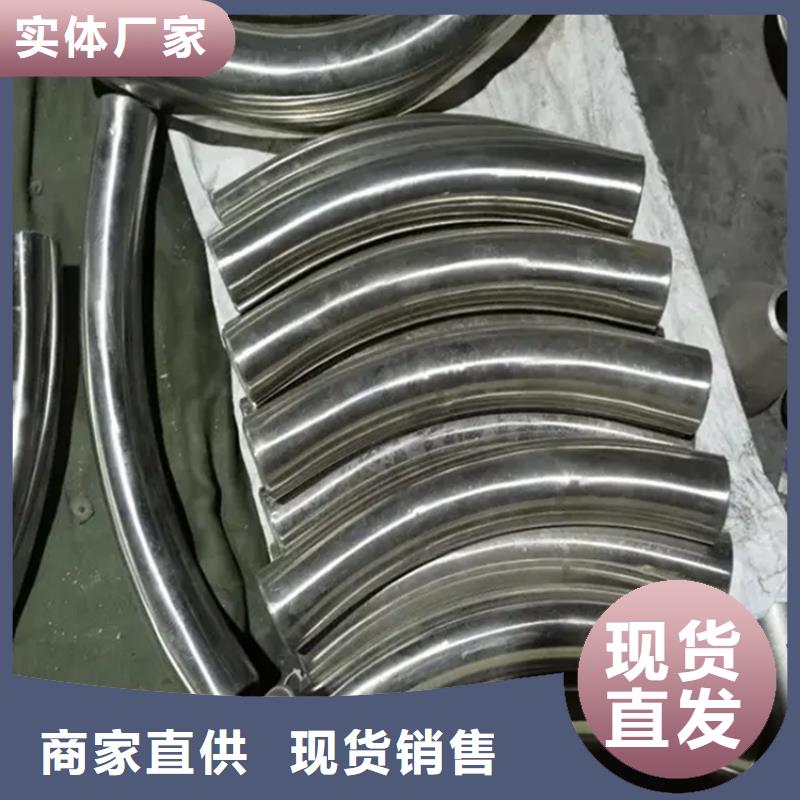
零售") 彎管批發(fā)零售
彎管批發(fā)零售
零售") 全自動彎管機應用防皺模有哪些關鍵點?
在全自動彎管機運用的是直徑很大的水管、而彎曲半徑較為小、厚壁又薄的時候,應運用防皺模與球芯棒。
水管彎折的情況下,其軸線里側的原材料被縮小,當彎折至指定的視角,因為原材料縮小力大,會讓原材料被推回來,并超出切點,假如這個地方的壁厚沒有被彎模支撐,便會產(chǎn)生皺褶。就算后面在芯軸與彎模鋪平,皺褶還是會存在,且在彎折完后,管上面也會出現(xiàn)一個大的皺褶。
應用防皺模,能夠這個地方的支撐力度,讓壁厚在縮小后勻稱變厚,幾乎不會皺褶。但因為調節(jié)不善,在已成皺褶后,防皺模還是不能夠去掉褶皺。
防皺模的外形十分關鍵。水管拖動經(jīng)過的槽應該稍微比管的直徑大一點,可以是壁厚的10%,還要打磨光滑,以防止出現(xiàn)刮傷。
防皺模的前邊應該特別薄,拉至彎模的切點處,用彎模來支撐,并多方面加固,營造一個封閉腔,好降低彎折時的摩擦阻力,防皺模在安裝的時候,應略微一個不大的錐度。壓膜的工作壓力應調節(jié)得適度。安裝與調節(jié)防皺模的時候,盡可能應用“調節(jié)芯棒”,在夾模夾緊的狀況下來做。
在彎折的過程中,防皺模應該涂上適當?shù)囊粚佑停贿^太多或是太稠的油還是會在這個地方出現(xiàn)皺褶,所以就要把握好這個量。
那以上就是全自動彎管機在應用防皺模的幾個關鍵點了,大家可以了解一下!
全自動彎管機應用防皺模有哪些關鍵點?
在全自動彎管機運用的是直徑很大的水管、而彎曲半徑較為小、厚壁又薄的時候,應運用防皺模與球芯棒。
水管彎折的情況下,其軸線里側的原材料被縮小,當彎折至指定的視角,因為原材料縮小力大,會讓原材料被推回來,并超出切點,假如這個地方的壁厚沒有被彎模支撐,便會產(chǎn)生皺褶。就算后面在芯軸與彎模鋪平,皺褶還是會存在,且在彎折完后,管上面也會出現(xiàn)一個大的皺褶。
應用防皺模,能夠這個地方的支撐力度,讓壁厚在縮小后勻稱變厚,幾乎不會皺褶。但因為調節(jié)不善,在已成皺褶后,防皺模還是不能夠去掉褶皺。
防皺模的外形十分關鍵。水管拖動經(jīng)過的槽應該稍微比管的直徑大一點,可以是壁厚的10%,還要打磨光滑,以防止出現(xiàn)刮傷。
防皺模的前邊應該特別薄,拉至彎模的切點處,用彎模來支撐,并多方面加固,營造一個封閉腔,好降低彎折時的摩擦阻力,防皺模在安裝的時候,應略微一個不大的錐度。壓膜的工作壓力應調節(jié)得適度。安裝與調節(jié)防皺模的時候,盡可能應用“調節(jié)芯棒”,在夾模夾緊的狀況下來做。
在彎折的過程中,防皺模應該涂上適當?shù)囊粚佑停贿^太多或是太稠的油還是會在這個地方出現(xiàn)皺褶,所以就要把握好這個量。
那以上就是全自動彎管機在應用防皺模的幾個關鍵點了,大家可以了解一下!
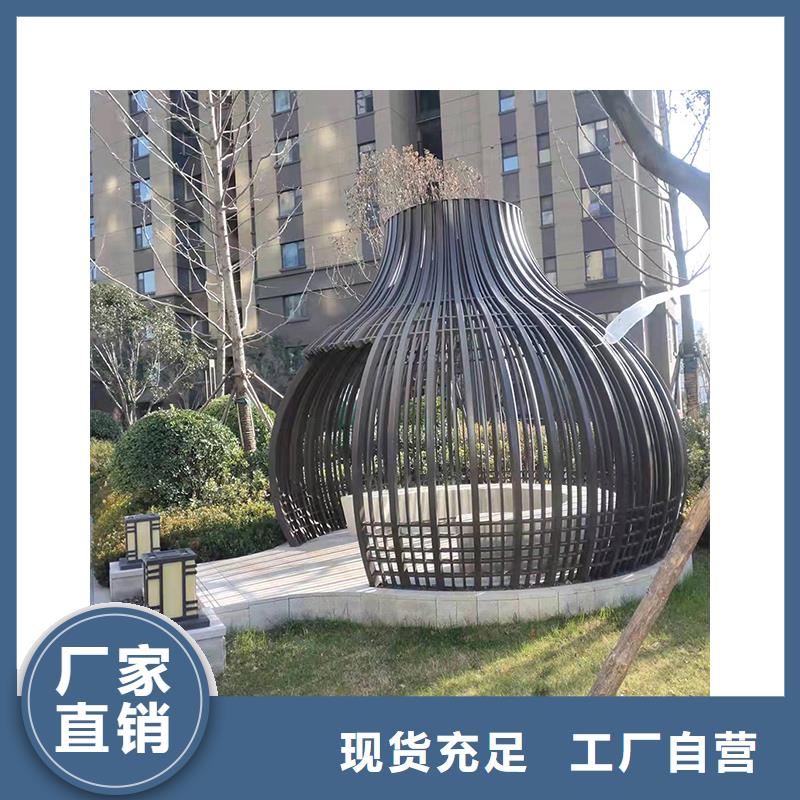
零售") 加熱爐環(huán)形彎管生產(chǎn)制造加工工藝。 伴隨著加熱爐商品自動化技術生產(chǎn)技術的發(fā)展趨勢,及其對生產(chǎn)率的規(guī)定,絕大多數(shù)超低溫一部分環(huán)形管產(chǎn)品的生產(chǎn)制造,將由相對性自動化技術程度高的環(huán)形管生產(chǎn)流水線來進行,這對其配置的彎管機器設備明確提出高些的規(guī)定.基本生產(chǎn)流水線彎管機一般只具有R/D=1.3~1.5彎管的冷彎彎的制,針對R/D更小的小R彎管一般在環(huán)形管直段一部分加工工藝焊縫,選用預彎、擠壓成型、鑄軋的方法生產(chǎn)制造小R彎管,再將小R彎管與環(huán)形管拼湊的生產(chǎn)制造加工工藝,因而該傳統(tǒng)式生產(chǎn)制造加工工藝成本增加、率低。
加熱爐環(huán)形彎管生產(chǎn)制造加工工藝
一、我企業(yè)引入了一套大中型環(huán)形管生產(chǎn)流水線,將彎管機冷拔彎管工作能力至R/D=1,另外具有雙重雙R卷制的作用,自動化技術水平。為對該環(huán)形管生產(chǎn)流水線中關鍵構成機器設備彎管機開展試彎調節(jié),及對該生產(chǎn)流水線將要擔負的初次生產(chǎn)制造每日任務的可行性分析開展論述,因而需開展有關的工藝性能實驗。
二、應用領域及標準
水管直徑:Φ32-63mm
水管壁厚:3-11mm
彎曲半徑:32-22b250m
少彎曲半徑:1D(彎折標準:壁厚/管經(jīng)>10%)
彎折精密度:±0.1°
彎折速率:0-3r.p.m
彎折視角:0-190°
三、關鍵構成部分
機械結構:機器設備床體、彎折懸臂、頂鐓組織、夾持模、靠模等
電氣設備自動控制系統(tǒng):彎管主要參數(shù)的操縱、調整和顯示設備、故障檢測和報警設備、自動開關和調整旋紐等
液壓機自動控制系統(tǒng):液壓系統(tǒng)、液壓機比例閥、輸油管等
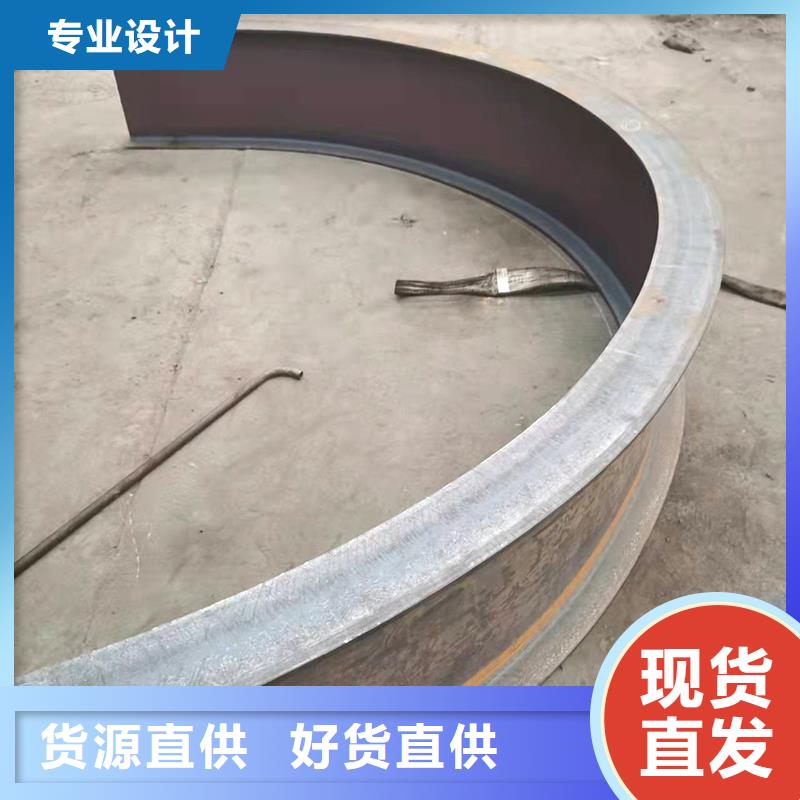
加熱爐環(huán)形彎管生產(chǎn)制造加工工藝。 伴隨著加熱爐商品自動化技術生產(chǎn)技術的發(fā)展趨勢,及其對生產(chǎn)率的規(guī)定,絕大多數(shù)超低溫一部分環(huán)形管產(chǎn)品的生產(chǎn)制造,將由相對性自動化技術程度高的環(huán)形管生產(chǎn)流水線來進行,這對其配置的彎管機器設備明確提出高些的規(guī)定.基本生產(chǎn)流水線彎管機一般只具有R/D=1.3~1.5彎管的冷彎彎的制,針對R/D更小的小R彎管一般在環(huán)形管直段一部分加工工藝焊縫,選用預彎、擠壓成型、鑄軋的方法生產(chǎn)制造小R彎管,再將小R彎管與環(huán)形管拼湊的生產(chǎn)制造加工工藝,因而該傳統(tǒng)式生產(chǎn)制造加工工藝成本增加、率低。
加熱爐環(huán)形彎管生產(chǎn)制造加工工藝
一、我企業(yè)引入了一套大中型環(huán)形管生產(chǎn)流水線,將彎管機冷拔彎管工作能力至R/D=1,另外具有雙重雙R卷制的作用,自動化技術水平。為對該環(huán)形管生產(chǎn)流水線中關鍵構成機器設備彎管機開展試彎調節(jié),及對該生產(chǎn)流水線將要擔負的初次生產(chǎn)制造每日任務的可行性分析開展論述,因而需開展有關的工藝性能實驗。
二、應用領域及標準
水管直徑:Φ32-63mm
水管壁厚:3-11mm
彎曲半徑:32-22b250m
少彎曲半徑:1D(彎折標準:壁厚/管經(jīng)>10%)
彎折精密度:±0.1°
彎折速率:0-3r.p.m
彎折視角:0-190°
三、關鍵構成部分
機械結構:機器設備床體、彎折懸臂、頂鐓組織、夾持模、靠模等
電氣設備自動控制系統(tǒng):彎管主要參數(shù)的操縱、調整和顯示設備、故障檢測和報警設備、自動開關和調整旋紐等
液壓機自動控制系統(tǒng):液壓系統(tǒng)、液壓機比例閥、輸油管等
零售")