





金屬帶鋸床斷帶的原因及措施:斷帶原因分析及故障處理 1.上導向塊間隙不合適,臥式金屬帶鋸床,對鋸背抵壓過重,使鋸帶齒根處張力過大產生裂紋導致斷帶。檢查方法:調整好兩 的切點,使與兩鋸臂夾縫在同一水平線上,金屬帶鋸床品牌,鋸背與輪肩保持一定距離,以不切斷紙為宜;用一直尺沿夾好的鋸帶方向在鋸臂中間測量,吻合度在0.1~0.2mm之間,并且確定鋸背與導向塊完全吻合;導向塊活動套間隙為0.5mm。 2.導向塊磨損造成鋸背磨損,使鋸帶背部產生裂紋導致斷帶。導向塊合金有明顯磨痕及凹槽,鋸背有不規則劃傷并在劃傷處斷裂,要經常檢查。 3.夾緊塊因過緊或過松而磨損,使鋸帶側面劃傷。過緊增加鋸帶的負荷使之斷裂;過松可使鋸帶走偏或鋸口有波紋。
江門數控鋼筋套絲打磨生產線性價比高
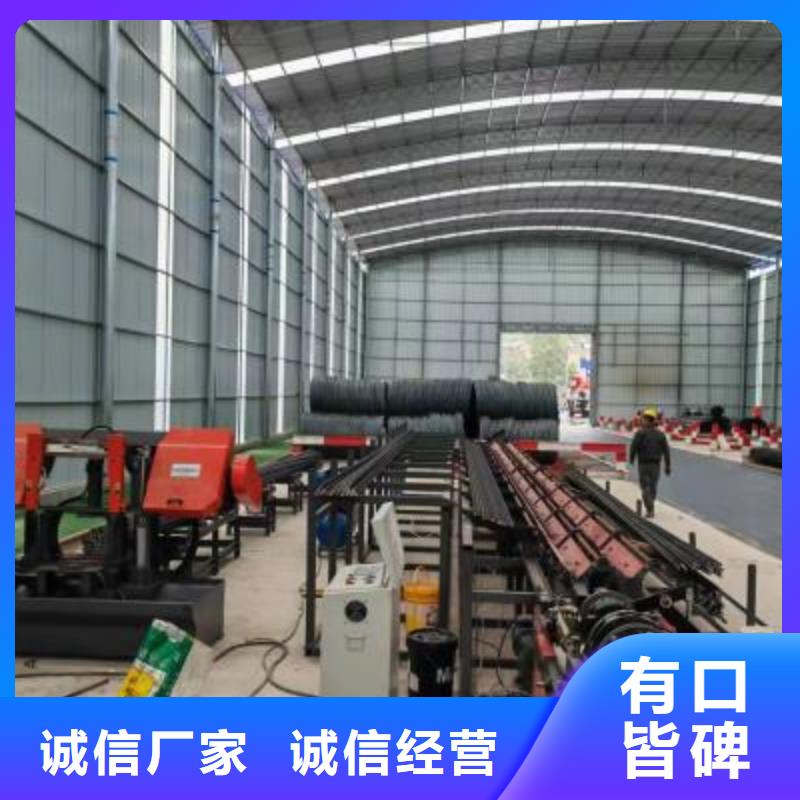
機床外防護采用全封閉結構設計,可靠;可選用半防護結構。機床操作系統采用人體工程學原理設計,操作方便;鋼筋端面打磨機從鋼筋送料鋼筋頭打磨平頭輸送套絲切斷多種工藝組合一體化能直接制作多種規格的鋼筋筋完全達到了設計要求。特點:1全自動鋼筋套絲鋼筋頭打磨生產設備同時可與鋼筋棒材下料機組合使用的功能一機多用。2采用智能控制可加工多種規格的鋼筋。3從鋼筋原料到鋼筋套絲套筒連接一次成型。4生產效率高相當十個人工。5設備使用性強只需2人操作節省大量人工。6節省原材料在工作中是連續加工幾乎無鋼筋料頭損失。7占地面積小可在狹窄區域作業。8設備維護成本和能耗成本非常低。
江門鋸切套絲生產線原料存儲架采用大噸位存儲,并可 與棒材自動上料機配合使用,實現上一個循環尚未結束時就可進行下一步配料,以節省循環周期;全自動送料輥道,避免原料的二次搬運;鋼筋的輸送、翻轉、傳遞等全 部由機械完成,大幅度提 高了效率;鋼筋輸送滾采用V 型耐 磨輥進行,起到了耐 磨、減噪音、壽命長等特點;縮徑、滾絲主機頭實現了自動夾緊、送進、縮徑、滾絲等功效。生產線配置清單1主筋上料機構 1套 主筋承料架,可載重2噸,提高功效、減輕勞動強度2 鋸切前自動輸送機構 1套 主筋自動傳送,鏈條滾輪輸送3數控液壓鋸床 1套 采用伺服自動定尺、液壓自動夾緊與送進,PLC數字控制,精度高;鋸條寬度400MM,可并排一次鋸切14根28MM鋼筋,率。4鋸切后自動輸送機構 1套 主筋自動傳送,鏈條滾輪輸送5雙側自動翻料機構 1套 由多組氣動支撐組成,自動翻料6滾絲成料平臺 2套 可載重2噸,提高功效、減輕勞動強度7打磨成料平臺 2套 可載重2噸,提高功效、減輕勞動強度8電控系統 1套

程開關控制,送料時由光柵尺自動檢測數據控制,由PC控制器轉換鋸床切割工作,自動送料返回原點。
數控帶鋸床適用于大批量同規格材料鋸切,性能穩定,效率高。可取代于普通鋸床的3倍工作效率。
人機界面取代傳統控制面板功能,數字設定、指示燈等,隨時顯示設備狀態,操作指示,參數設定。(在人機界面電腦上輸入鋸切長度、鋸切數量,輕松一按啟動按扭LCD顯示液晶屏,鋸切輸入鋸切數量完成后,鋸床自動停機等其它功能。
由PLC可編程控制器,設定鋸切全過程的自動程序。
送料長度采用光柵尺控制,定位準確精度高,長度誤差<0.30mm。
可由數控控制單程自動送料長度400mm。金屬帶鋸床的控制系統:威綸DOP人機界面支持雙通訊口聯機功能,可同時連接2種不同通訊格式的控制器,架構多機聯機網絡。(高亮度STN LCD顯示3MB Flash Memory 256色彩色)。
臺達DVP可編程控制器,全自動控制。
送料長度檢測深圳埃莫特光柵尺。
材料夾緊采用油缸夾緊。
可同時疊加多根材料鋸切。
線速度根據不同材料鋸切,給定不同線速度,達到不同的鋸切效率。
