
您可能對(duì)北京本地以下產(chǎn)品新聞也感興趣
更新時(shí)間:2025-04-30 15:25:47 ip歸屬地:北京,天氣:陰,溫度:19 瀏覽次數(shù):5 公司名稱:聊城 航蕭管件有限公司(北京分公司)
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 100/噸 |
| 發(fā)貨期限 | 5 |
| 供貨總量 | 40 |
| 運(yùn)費(fèi)說(shuō)明 | 協(xié)商 |
| 小起訂 | 1 |
| 質(zhì)量等級(jí) | 1 |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 齊全 |
| 產(chǎn)品品牌 | 航蕭管件 |
| 產(chǎn)品規(guī)格 | 齊全 |
| 發(fā)貨城市 | 聊城 |
| 產(chǎn)品產(chǎn)地 | 聊城 |
| 加工定制 | 按圖紙加工 |
| 產(chǎn)品型號(hào) | 齊全 |
| 產(chǎn)品重量 | 10 |
| 適用領(lǐng)域 | 鍋爐,橋梁,體育場(chǎng) |
| 工作溫度 | 10 |




北京拉彎廠款式多樣
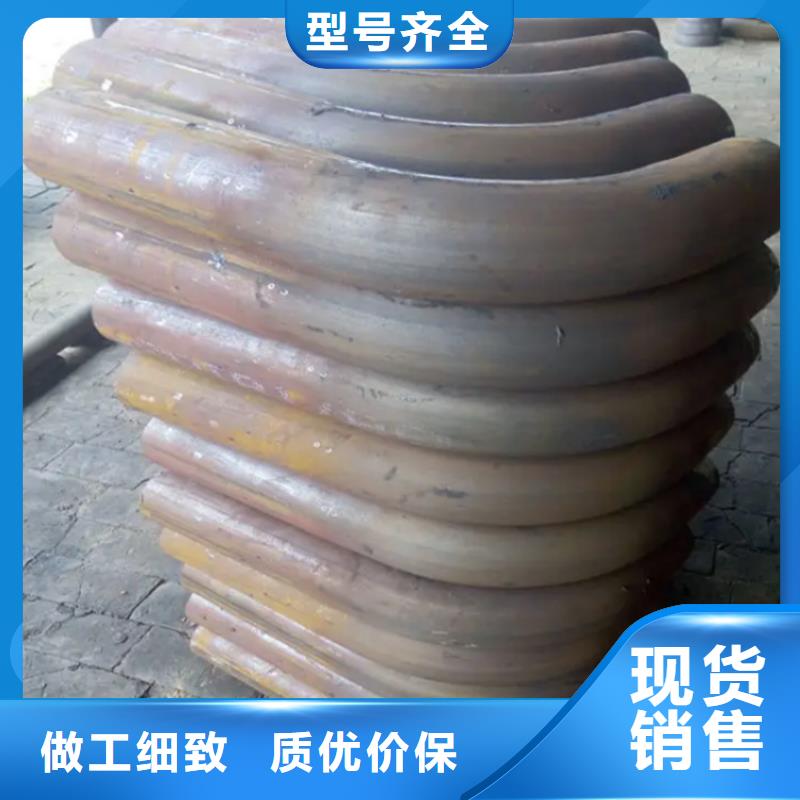
彎管(bend)是采用成套彎曲設(shè)備進(jìn)行彎曲的,分為冷煨與熱推兩種工藝。無(wú)論是哪一種機(jī)器設(shè)備及管道,大部分都用到彎管,主要用以輸油、輸氣、輸液,工程橋梁建設(shè)等。使用方法:
引起彎管質(zhì)量下降的主要原因分析及注意方法:
1、純彎曲時(shí),管子在外力距M作用下其中性層外側(cè)臂壁受拉應(yīng)力&1作用而減薄內(nèi)側(cè)受壓應(yīng)力。作用而增厚,合力N1和N2使管子橫截面發(fā)生變化。基于這一因素,引起彎管質(zhì)量下降主要原因?yàn)镽X與SX所以,GBJ235—82中,對(duì)各種壓力等級(jí)情況下的RX值以及外側(cè)的減薄量均做了明確規(guī)定,目的是為了控制RX與SX的值,從而確保質(zhì)量。
2、前條已講過(guò),彎管時(shí)材料外側(cè)受拉,內(nèi)側(cè)受壓中性軸所在位置則與彎管方法而不同,在頂彎式(壓縮彎曲)工作時(shí)中性軸處于離外壁約1/3處,在旋彎(回彎式)工作時(shí),中性軸處于離外壁2/3處。因此薄壁管道彎曲,使用旋彎法是有益的。
3、彎胎的精度也是影響彎管質(zhì)量的因素之一。我們?cè)趶澨ブ圃鞎r(shí),除規(guī)格尺寸要求控制在一定公差范圍時(shí),同時(shí)也要求用戶在使用時(shí)根據(jù)彎制管徑選擇相應(yīng)的彎胎。
4、管材本身的可彎曲性能與表面腐蝕情況,亦可能影響到彎管質(zhì)量。現(xiàn)場(chǎng)施工時(shí),操作者亦需了解被加工管道的材料,加工性能和對(duì)表面腐蝕情況作出產(chǎn)判斷。
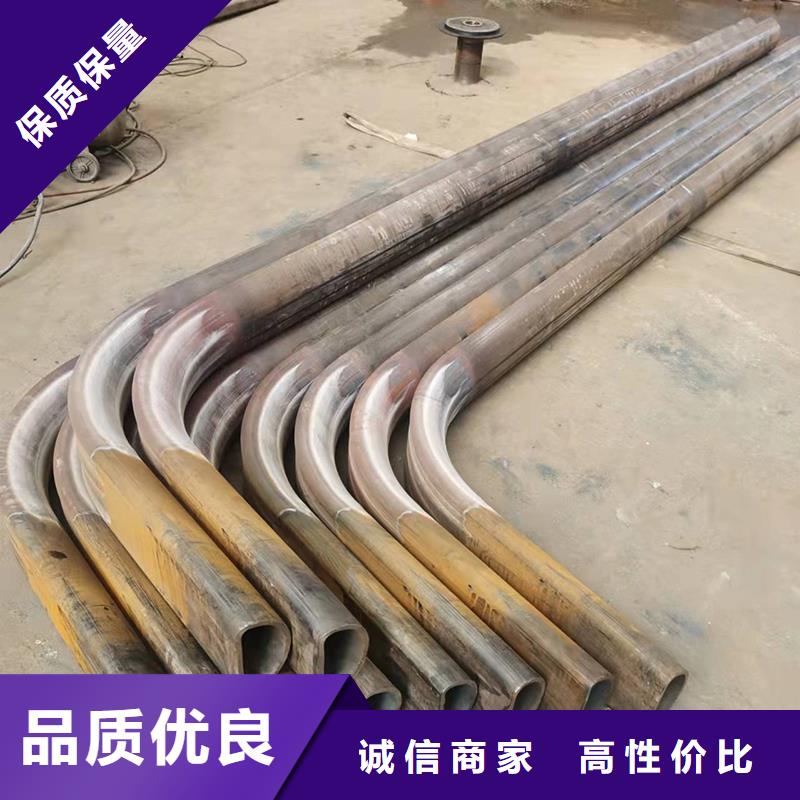
 擁有中頻彎管生產(chǎn)線10條、冷彎生產(chǎn)線10條,可生產(chǎn)各種材質(zhì)的圓管、方管、H型鋼 槽鋼 工字鋼 不銹鋼管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型彎管及跨河跨江用大半徑、大跨度彎管。可按客戶圖紙加工生產(chǎn)。為方便一站式服務(wù)、
擁有中頻彎管生產(chǎn)線10條、冷彎生產(chǎn)線10條,可生產(chǎn)各種材質(zhì)的圓管、方管、H型鋼 槽鋼 工字鋼 不銹鋼管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型彎管及跨河跨江用大半徑、大跨度彎管。可按客戶圖紙加工生產(chǎn)。為方便一站式服務(wù)、
 航蕭管件
彎管加工全過(guò)程中必須留意的流程。彎頭和彎管全是用于更改管道方位的管道管件商品,在各種工程項(xiàng)目中彎管的應(yīng)用總數(shù)要比彎頭大許多 。彎頭是歷經(jīng)適度彎折以合適應(yīng)用的水管,彎管加工一般是依據(jù)特殊必須生產(chǎn)加工生產(chǎn)制造的。肘部和肘部長(zhǎng)于肘部R高于肘部2倍r=1~2倍為肘部。
彎管加工全過(guò)程中冷煨彎頭可以用水管,立即用數(shù)控彎管機(jī)彎做成型,一次性能夠 生產(chǎn)加工彎頭出去,并且無(wú)需二次防腐蝕,但彎管要生產(chǎn)廠家訂制,要做防腐蝕,訂購(gòu)時(shí)間長(zhǎng);彎頭價(jià)格對(duì)比彎管要低些。
當(dāng)煨制彎頭橢圓形率或皺褶不平度超出規(guī)范規(guī)定時(shí),只有報(bào)費(fèi),再行煨制。原油化工管道選用加溫方式煨制彎頭時(shí),以便降低圓鋼管橫斷面的形變,應(yīng)向管中灌進(jìn)經(jīng)加溫風(fēng)干的河沙,并隨灌隨敲擊壁厚,以確保干砂填滿填實(shí)。對(duì)煨彎頭段的加溫溫度要操縱在一定范疇內(nèi),過(guò)高、過(guò)低都是危害彎頭的品質(zhì)。選用冷拔煨制彎頭時(shí),模套采用要適合;針對(duì)較薄壁厚煨制彎頭時(shí),以便避免橫斷面形變,應(yīng)選用管中灌砂、填滿打?qū)崳龠x裝適合模套,開(kāi)展煨制。
外徑在200mm以下的工業(yè)配管,請(qǐng)盡量選擇燒彎。在不可以選用煨制彎頭的狀況下,可選用焊制彎頭。硬聚乙烯塑料軟管做為給、污水管道時(shí),能夠 選用注塑工藝的急彎彎的頭。外徑超過(guò)200mm的卷焊直縫管,一般選用焊制彎頭。
航蕭管件
彎管加工全過(guò)程中必須留意的流程。彎頭和彎管全是用于更改管道方位的管道管件商品,在各種工程項(xiàng)目中彎管的應(yīng)用總數(shù)要比彎頭大許多 。彎頭是歷經(jīng)適度彎折以合適應(yīng)用的水管,彎管加工一般是依據(jù)特殊必須生產(chǎn)加工生產(chǎn)制造的。肘部和肘部長(zhǎng)于肘部R高于肘部2倍r=1~2倍為肘部。
彎管加工全過(guò)程中冷煨彎頭可以用水管,立即用數(shù)控彎管機(jī)彎做成型,一次性能夠 生產(chǎn)加工彎頭出去,并且無(wú)需二次防腐蝕,但彎管要生產(chǎn)廠家訂制,要做防腐蝕,訂購(gòu)時(shí)間長(zhǎng);彎頭價(jià)格對(duì)比彎管要低些。
當(dāng)煨制彎頭橢圓形率或皺褶不平度超出規(guī)范規(guī)定時(shí),只有報(bào)費(fèi),再行煨制。原油化工管道選用加溫方式煨制彎頭時(shí),以便降低圓鋼管橫斷面的形變,應(yīng)向管中灌進(jìn)經(jīng)加溫風(fēng)干的河沙,并隨灌隨敲擊壁厚,以確保干砂填滿填實(shí)。對(duì)煨彎頭段的加溫溫度要操縱在一定范疇內(nèi),過(guò)高、過(guò)低都是危害彎頭的品質(zhì)。選用冷拔煨制彎頭時(shí),模套采用要適合;針對(duì)較薄壁厚煨制彎頭時(shí),以便避免橫斷面形變,應(yīng)選用管中灌砂、填滿打?qū)崳龠x裝適合模套,開(kāi)展煨制。
外徑在200mm以下的工業(yè)配管,請(qǐng)盡量選擇燒彎。在不可以選用煨制彎頭的狀況下,可選用焊制彎頭。硬聚乙烯塑料軟管做為給、污水管道時(shí),能夠 選用注塑工藝的急彎彎的頭。外徑超過(guò)200mm的卷焊直縫管,一般選用焊制彎頭。
 在日常生活、工作中。都會(huì)遇到直管拉彎成各種形狀進(jìn)行使用。彎管是采用成套彎曲模具進(jìn)行彎曲的無(wú)論是哪一種機(jī)器設(shè)備,大部分都用到彎管,主要用以輸油、輸氣、輸液等,在飛機(jī)及其發(fā)動(dòng)機(jī)上更占有相當(dāng)重要的地位。在這么重要的使用情況下,對(duì)于彎管的加工方法我們了解多少呢?下面小編就給您講講彎管加工常用的五種方法介紹。
1、沖壓法:在沖床上用帶錐度的芯子將管端擴(kuò)到要求的尺寸和形狀。
2、彎曲成形法:有三種方法較為常用,一種方法叫伸展法,另一種方法叫沖壓法,第三種滾輪法,有3-4個(gè)輥,兩個(gè)固定輥,一個(gè)調(diào)整輥,調(diào)整固定輥距,成品管件就是彎曲的。
3、鼓脹法:一種是在管內(nèi)放置橡膠,上方用沖子壓縮,使管子凸出成形;另一種方法是液壓鼓脹成形,在管子中部充入液體,液體壓力把彎管鼓成所需要的形狀,波紋管的生產(chǎn)大部分用的是這種方法
4、鍛壓法:用型鍛機(jī)將管子端部或一部分予以沖伸,使管件外徑減少,常用型鍛機(jī)有旋轉(zhuǎn)式、連桿式、滾輪式。
5、滾輪法:在管內(nèi)放置芯子,外周用滾輪推壓,用于圓緣加工。
6、滾軋法:一般不用芯軸,適合于厚壁管內(nèi)側(cè)圓緣。
以上內(nèi)容就是無(wú)錫彎管加工常用的五種方法介紹,希望看完上述內(nèi)容后在您以后的加工中對(duì)您能有所幫助。如想了解更多相關(guān)內(nèi)容,歡迎隨時(shí)聯(lián)系我們!
在日常生活、工作中。都會(huì)遇到直管拉彎成各種形狀進(jìn)行使用。彎管是采用成套彎曲模具進(jìn)行彎曲的無(wú)論是哪一種機(jī)器設(shè)備,大部分都用到彎管,主要用以輸油、輸氣、輸液等,在飛機(jī)及其發(fā)動(dòng)機(jī)上更占有相當(dāng)重要的地位。在這么重要的使用情況下,對(duì)于彎管的加工方法我們了解多少呢?下面小編就給您講講彎管加工常用的五種方法介紹。
1、沖壓法:在沖床上用帶錐度的芯子將管端擴(kuò)到要求的尺寸和形狀。
2、彎曲成形法:有三種方法較為常用,一種方法叫伸展法,另一種方法叫沖壓法,第三種滾輪法,有3-4個(gè)輥,兩個(gè)固定輥,一個(gè)調(diào)整輥,調(diào)整固定輥距,成品管件就是彎曲的。
3、鼓脹法:一種是在管內(nèi)放置橡膠,上方用沖子壓縮,使管子凸出成形;另一種方法是液壓鼓脹成形,在管子中部充入液體,液體壓力把彎管鼓成所需要的形狀,波紋管的生產(chǎn)大部分用的是這種方法
4、鍛壓法:用型鍛機(jī)將管子端部或一部分予以沖伸,使管件外徑減少,常用型鍛機(jī)有旋轉(zhuǎn)式、連桿式、滾輪式。
5、滾輪法:在管內(nèi)放置芯子,外周用滾輪推壓,用于圓緣加工。
6、滾軋法:一般不用芯軸,適合于厚壁管內(nèi)側(cè)圓緣。
以上內(nèi)容就是無(wú)錫彎管加工常用的五種方法介紹,希望看完上述內(nèi)容后在您以后的加工中對(duì)您能有所幫助。如想了解更多相關(guān)內(nèi)容,歡迎隨時(shí)聯(lián)系我們!


