您的位置>首頁 >長春當地頻道中心 >
螺紋鋼筋鋸床-螺紋鋼筋鋸床廠家、品牌
更新時間: 2025-01-06 20:39:10 瀏覽次數:4
以下是:螺紋鋼筋鋸床-螺紋鋼筋鋸床廠家、品牌的產品參數
| 產品參數 |
|---|
| 產品價格 | 35000/臺 |
|---|
| 發貨期限 | 3 |
|---|
| 供貨總量 | 999 |
|---|
| 運費說明 | 不含運費 |
|---|
| 最小起訂 | 1 |
|---|
| 質量等級 | 優 |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 鋼 |
|---|
| 產品品牌 | 河南建貿 |
|---|
| 發貨城市 | 長葛 |
|---|
| 產品產地 | 長葛 |
|---|
| 產品型號 | JMRLJ-3000 |
|---|
| 可售賣地 | 長葛 |
|---|
| 產品重量 | 4噸 |
|---|
| 產品顏色 | 紅 |
|---|
| 質保時間 | 一年 |
|---|
| 外形尺寸 | 4*15米 |
|---|
| 適用領域 | 高速高鐵 |
|---|
| 是否進口 | 否 |
|---|
| 產品功率 | 15千瓦 |
|---|
以下是:螺紋鋼筋鋸床-螺紋鋼筋鋸床廠家、品牌的圖文視頻
導讀 螺紋鋼筋鋸床-螺紋鋼筋鋸床廠家、品牌,建貿機械設備有限公司為您提供螺紋鋼筋鋸床-螺紋鋼筋鋸床廠家、品牌產品案例,聯系人:王經理,電話:13137436008、13137436008,QQ:313891025,發貨地:許昌石象鎮老官趙村發貨到吉林省 長春市 南關區、寬城區、二道區、綠園區、雙陽區、農安縣、九臺區、榆樹市、德惠市。 吉林省,長春市 長春市,簡稱“長”,別稱“北國春城”,古稱喜都、茶啊沖,吉林省轄地級市、省會、副省級市、Ⅰ型大城市、哈長城市群核心城市,國務院批復確定的中國東北地區的中心城市之一和重要的工業基地。長春市下轄7個區、1個縣,代管3個縣級市,總面積24592平方千米。截至2022年末,總人口906.54萬。
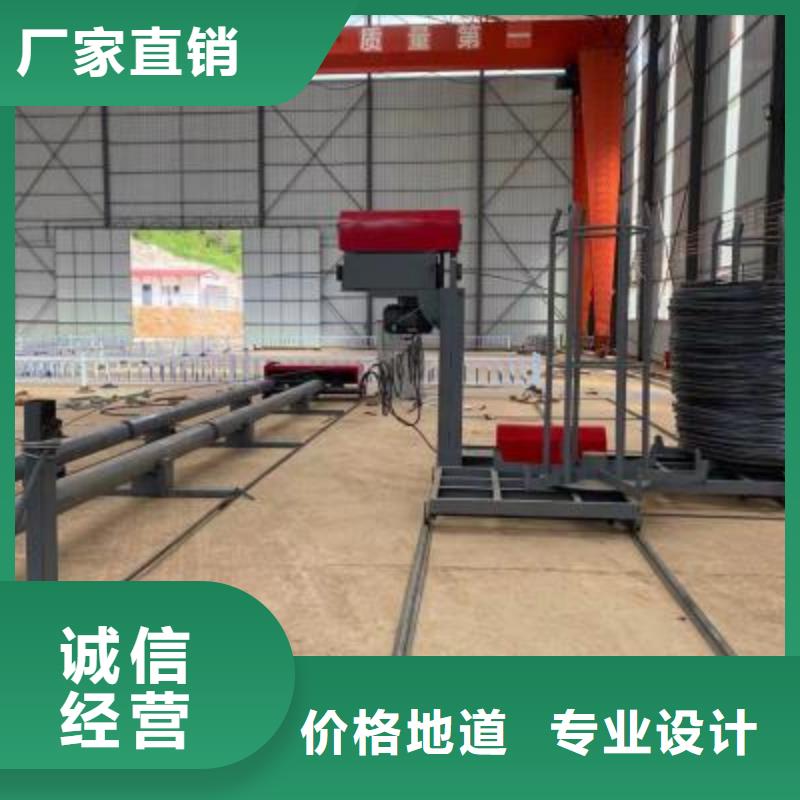
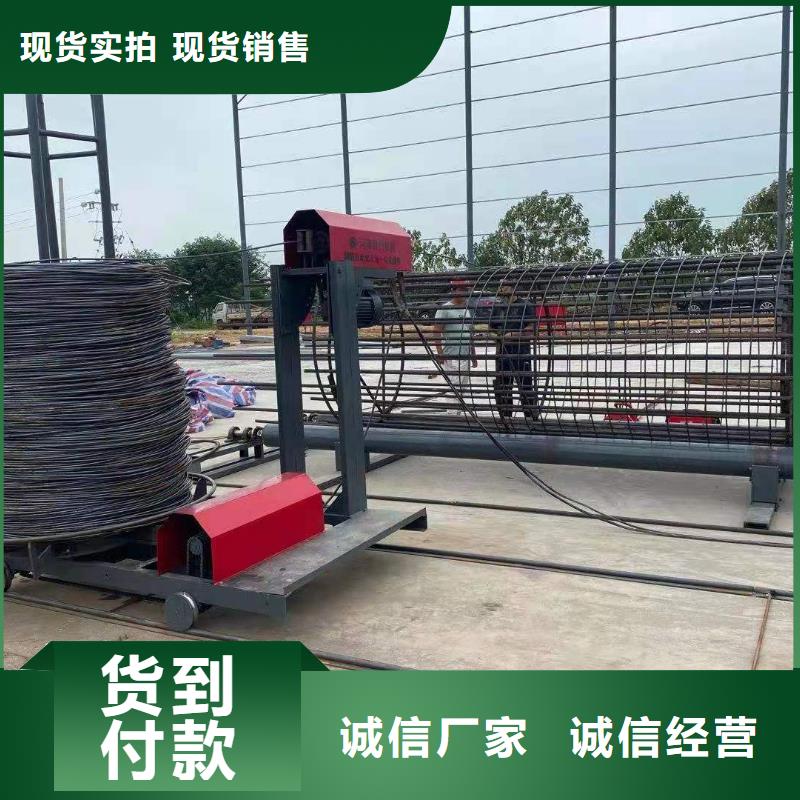
根據鋼筋直徑選擇適當槽寬的壓輥,共有兩對壓輥可選用。鋼筋籠繞筋機一般的能保證鋼筋穿入壓輥后,在上下壓輥間有3mm以內的間隙便是適當的。上壓輥裝在框架上,在穿料前須將旋轉手輪抬起,當料進入壓輥后立即旋下旋轉手輪,通過旋轉手輪,板式彈簧將料壓在壓輥之間,由壓輥與鋼筋之間的摩擦力牽引料前進。壓輥之間的夾持力決定牽引力的大小,對整個工作質量關系很大。一般要保持料能順利地被牽引前進為準,而調直筒旋轉時,鋼筋在壓輥槽內又沒有明顯的轉動,這樣說明牽引力的調整是恰當的。鋼筋籠繞筋機備齊一節鋼筋籠所需箍筋按位置平放兩鐵輥上,將一根主筋抬放于鐵輥長度上方,調整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。焊完一節主、箍筋,低速轉動鐵輥,抬第二根主筋準備焊接。此時按選定生產工藝確定旋轉方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉,應注意多根主筋焊好后有可能出現偏重,可將小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。 鋼筋籠纏繞機應注意多根主筋焊好后有可能出現偏重,可將小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。





總結 您是想要在吉林省長春市采購高質量的螺紋鋼筋鋸床-螺紋鋼筋鋸床廠家、品牌產品嗎?建貿機械設備有限公司是您的不二之選!我們致力于提供品質保證、價格優惠的螺紋鋼筋鋸床-螺紋鋼筋鋸床廠家、品牌產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:王經理-13137436008,QQ:313891025,地址:《石象鎮老官趙村》。