






液壓支柱支架管 20MnTiB#無縫管、27SiMn#無縫鋼管、30CrMnSiA#無縫管、20MnVb#無縫鋼管、E470#無縫鋼管、S690#無縫鋼管、S770#無縫鋼管、 S89O#無縫鋼管
油田用管 37CrMnMo#無縫鋼管、42CrMo4無縫鋼管、37Mn5無縫鋼管、4145H無縫鋼管、4137H無縫鋼管、1340無縫鋼管、4145Mod無縫鋼管、4330VM4130#無縫管、4340無縫鋼管、J55無縫鋼管、K55無縫鋼管、N80-1無縫鋼管、E75無縫鋼管、X95無縫鋼管、G105無縫鋼管、X42-X100無縫鋼管、S135無縫鋼管、3Cr無縫鋼管、S13Cr#無縫管、9Cr、L80#無縫管、T95無縫鋼管、C110無縫鋼管、Q125無縫鋼管、4140無縫鋼管、42CrMo無縫鋼管、4330無縫鋼管、35CrMo無縫鋼管、4130M7無縫鋼管
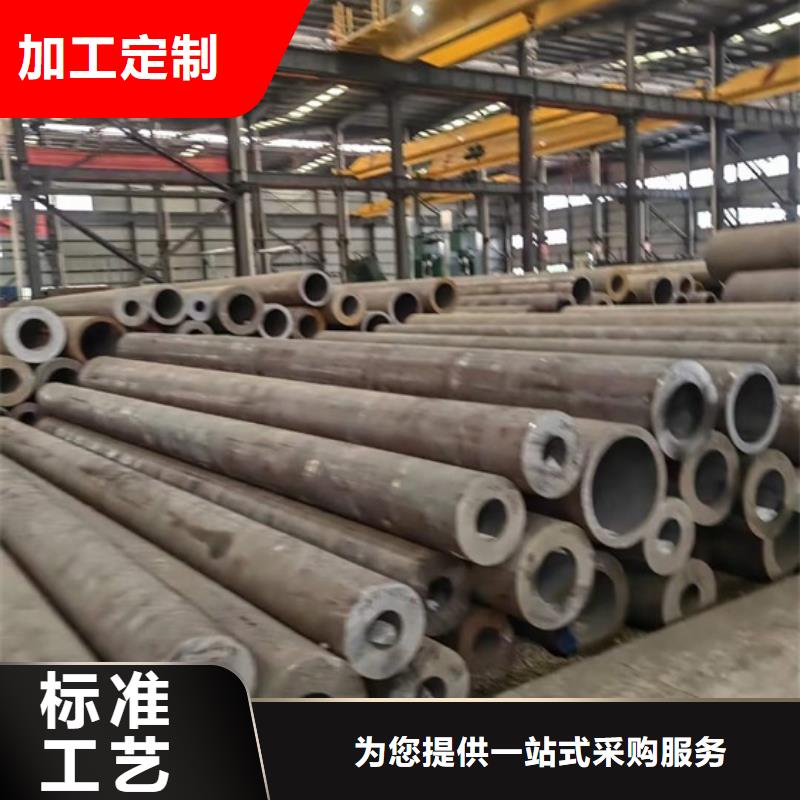
DIN高精度精軋光亮精密無縫鋼管 ????
工藝簡介:優質碳鋼、精軋、無氧化光亮熱處理(NBK狀態)、無損檢測、鋼管宏鉅鋼管13969580678內壁以專用設備刷洗并經過高壓沖洗、鋼管上防銹油作防銹處理、兩端封蓋作防塵處理。
主要特點:鋼管內外壁高精度、高光潔度,熱處理后鋼管無氧化層,內壁清潔度高,鋼管承受高壓,冷彎不變形,擴口、壓扁無裂縫,能作各種復雜變形及機械加工處理。鋼管顏色:白中帶亮,具有較高金屬光澤。
主要用途:汽車用鋼管宏鉅鋼管13969580678、對鋼管宏鉅鋼管13969580678的精度、光潔度有很高要求的用戶。
16mn熱擴無縫鋼管生產工藝:
①熱軋無縫鋼管主要生產工序(△主要檢驗工序):
管坯準備及檢查△→管坯加熱→穿孔→軋管→鋼管再加熱→定(減)徑→熱處理△→成品管矯直→精整→檢驗△(無損、理化、臺檢) →入庫
②冷軋(拔)無縫鋼管主要生產工序:
坯料準備→酸洗潤滑→冷軋(拔)→熱處理→矯直→精整→檢驗
一般的無縫鋼管的生產工藝可以分為冷拔與熱軋兩種,冷軋無縫鋼管的生產流程一般要比熱軋要復雜,管坯首先要進行三輥連軋,擠壓后要進行定徑測試,如果表面沒有響應裂紋后圓管要經過割機進行切割,切割成長度約一米的坯料。然后進入退火流程,退火要用酸性液體進行酸洗,酸洗時要注意表面是否有大量的起泡產生,如果有大量的起泡產生說明鋼管的質量達不到相應的標準。外觀上冷軋無縫鋼管要短于熱軋無縫鋼管,冷軋無縫鋼管的壁厚一般比熱軋無縫鋼管要小,但是表面看起來比厚壁無縫鋼管更加明亮,表面沒有太多的粗糙,口徑也沒有太多的毛刺。
力學性能指標
鋼材力學性能是保證鋼材終使用性能(機械性能)的重要指標,它取決于鋼的化學成分和熱處理制度。在鋼管標準中,根據不同的使用要求,規定了拉伸性能(抗拉強度、屈服強度或屈服點、伸長率)以及硬度、韌性指標,還有用戶要求的高、低溫性能等。
①抗拉強度(σb)
試樣在拉伸過程中,在拉斷時所承受的大力(Fb),除以試樣原橫截面積(So)所得的應力(σ),稱為抗拉強度(σb),單位為N/mm2(MPa)。它表示金屬材料在拉力作用下抵抗破壞的大能力。
②屈服點(σs)
具有屈服現象的金屬材料,試樣在拉伸過程中力不增加(保持恒定)仍能繼續伸長時的應力,稱屈服點。若力發生下降時,則應區分上、下屈服點。屈服點的單位為N/mm2(MPa)。
上屈服點(σsu):試樣發生屈服而力首次下降前的大應力; 下屈服點(σsl):當不計初始瞬時效應時,屈服階段中的小應力。
屈服點的計算公式為:
式中:Fs--試樣拉伸過程中屈服力(恒定),N(牛頓)So--試樣原始橫截面積,mm2。
③斷后伸長率(σ)
在拉伸試驗中,試樣拉斷后其標距所增加的長度與原標距長度的百分比,稱為伸長率。以σ表示,單位為%。計算公式為:σ=(Lh-Lo)/L0*100%
式中:Lh--試樣拉斷后的標距長度,mm; L0--試樣原始標距長度,mm。
④斷面收縮率(ψ)
在拉伸試驗中,試樣拉斷后其縮徑處橫截面積的大縮減量與原始橫截面積的百分比,稱為斷面收縮率。以ψ表示,單位為%。計算公式如下:
式中:S0--試樣原始橫截面積,mm2; S1--試樣拉斷后縮徑處的少橫截面積,mm2。
⑤硬度指標
金屬材料抵抗硬的物體壓陷表面的能力,稱為硬度。根據試驗方法和適用范圍不同,硬度又可分為布氏硬度、洛氏硬度、維氏硬度、肖氏硬度、顯微硬度和高溫硬度等。對于管材一般常用的有布氏、洛氏、維氏硬度三種。
一:已知q345b無縫鋼管外徑和承受壓力求壁厚計算方法
壓力=1Mpa
外徑=168mm
系數=8
材質抗拉強度=400Mpa
壁厚=(壓力*外徑*系數)/(2*鋼管材質抗拉強度)=1.68mm
二:已知q345b無縫鋼管外徑規格壁厚求能承受壓力計算方法
壁厚=2mm
管外徑=21mm
系數=8
材質抗拉強度=400Mpa
壓力=(壁厚*2*鋼管材質抗拉強度)/(外徑*系數)=9.52Mpa