






測試管道設計的實施方案比較簡單快捷。但便捷的根源在于管道和彎管、管接頭等庫比較充足。今天我們就一起來看看生成管路和彎管的條件,各位管路工程設計人員可以根據自己的實際情況建立屬于自己或者企業的管道和彎管庫吧!
一、轉化成管道標準
1.繪圖2個圓的手稿,各自取名為“直徑”和“公稱直徑”
2.該手稿取名為“管路手稿”
3.拉申一個長短,該“常規-拉申”改成“拉申”,規格取名為“長短”,留意拉申方位。
4.繪制完畢后選擇橫截面繪制圓形手稿輸入與名義直徑相同的規格并命名名名為Filtersketch的名義鉆石
二、 轉化成彎管標準
1.繪圖一定位點弧形,標視角“90”取名“鈑金折彎視角”,標半經“R值”取名為“鈑金折彎半經”,該手稿取名為“彎管弧形”。
2.選一基準點繪圖一個圓,標直徑“φ值”取名“直徑”,并精準定位。
3.應用“掃描儀特點”,并“抽殼”,維持壁厚,即“靠外”抽殼。
4.選前邊繪圖的2個“點”,撤出并選二點轉化成節點,留意點的挑選,及值。
5.顯示信息特點規格。
接管和彎管是管路系統軟件中基礎的2個零配件,搞好后也要在引出來管路的常規零件中設置管路節點,明確聯接方位及分辨管道直徑的規格型號規格。
設計方案時,在裝配線上將常規零件裝進并儲存,鼠標右鍵節點“剛開始管路”根據訪問尋找接管和彎管,有可能要點一下過慮,分辨到后剛開始繪圖三d手稿,進行后發布編寫情況,儲存設計方案結果。
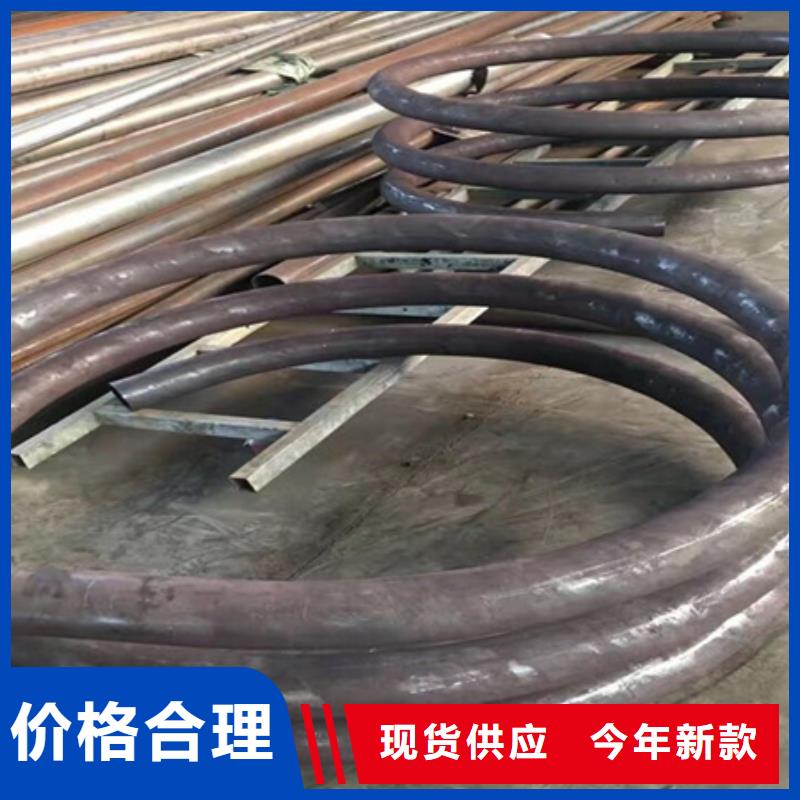
斜角彎管加工在防銹處理層面怎樣清理和酸洗鈍化在我們的日常生活中,我們經常可以看到斜角彎頭的影子,它應用于各個領域。但是,斜角彎頭使用壽命的關鍵在于防腐涂層的類型、整體實際操作的質量以及相應的應用條件,這是對斜角彎頭常規使用和使用壽命的直接危害。斜角彎管加工在防銹處理層面怎樣做好干凈和酸洗鈍化
斜角彎頭在防銹處理層面有下面三點必須需注意:
一、斜角彎頭的日常清理:
當我們清理斜角彎頭時,使用的有機溶劑應能夠保證貨物表面、植物油及其灰塵等殘留物的合理去除,并保證斜角彎頭表面的氧化皮和銹蝕也能合理去除整潔,終達到清潔的具體目的。
二、斜角彎頭防銹處理專用工具:
斜角彎頭在防銹處理層面,可以采用的專用工具有很多,可是其實真真正正能發揮效果的卻很少,可以采用鋼刷,隨后對斜角彎頭的外表開展持續的打磨拋光除鐵銹,事實上在制造和生產的前期,就可以運用鋼刷將材料表層的鐵銹除去。
可是假如斜角彎頭表層所形成的氧化皮十分的牢固得話,那麼運用鋼刷以后的作用也不會太顯著,并且也達不上顧客的有關規定,此刻就要調節除鐵銹的有機溶劑和專用工具,由于并不是僅有一種成分會直接影響到斜角彎頭的除鐵銹實際效果。
三、對斜角彎頭開展酸洗鈍化:
斜角彎頭在酸洗鈍化上關鍵可以分成二種不一樣的方法,一種是較為普遍的電解法方法,也有一種則是近幾年較為常見的平常的有機化學方法,酸洗鈍化的目標也是關鍵將斜角彎頭表層的氧化皮,及其銹跡等開展除去,可是,有機化學的清理方法會產生一定的空氣污染。
其實斜角彎頭的防銹處理也有一種方法,就是用推進劑進行防銹處理,這種方法不僅可以合理地斜角彎頭表面的銹跡、金屬氧化物和廢物,而且還可以提高斜角彎頭所需的粗糙度,因為它具有一定的實際沖擊效果。
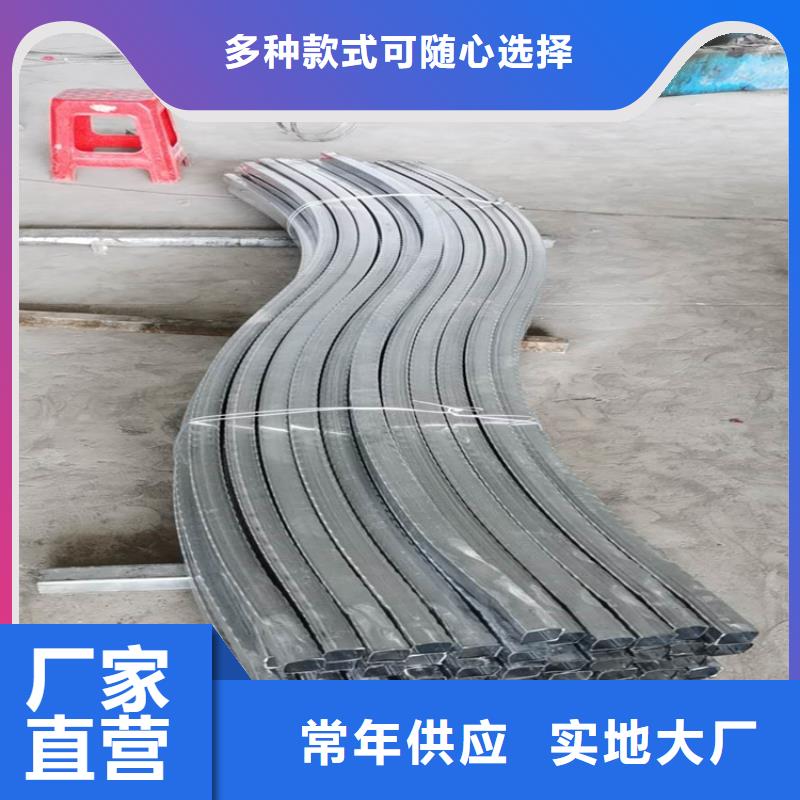
一起來了解下冷拉彎管加工制做高品質特點冷拉彎頭在很多故事中運用都十分的廣泛,可能是由于新品的堅固耐用、清潔衛生性且具有很好的耐熱功效,冷拉彎管加工環節中其管材在額定電流環境溫度以及重壓之下,使用壽命能夠達到其50以上。冷拉彎頭使用的過程中能夠很好的避免紫外線以及放射性物質,那般產品使用的過程中不容易呈現其退色情況,產品工作上誰工作溫度大約在70度,其變松水的溫度大約在140度左右。
冷拉彎頭的資料完全是由氫和碳這幾種物質構成,使用的過程中并不是一切有毒的東西重金屬污染,運用功效十分的穩定,其生產加工原材料早已利用其在中國公信力內容進行檢查了。
冷拉彎頭的保溫效果以及耐腐蝕性也十分好,使用的過程中能夠耐各種各樣分析化學物質浸蝕,產品具有良好的耐腐蝕、耐堿性、無電化學腐蝕等業務,因為原材料的導熱系數低,比紫無縫鋼管和無縫管略低很多,因而PP-R管保溫效果好。
冷拉彎頭具有十分的抗沖擊性,這類產品要比實壁管有十分明顯的提高,所有新品的環鋼度相當于實壁1.3倍,這類產品凈重比較輕,能夠有效的降低工程安裝的輕度以及運輸花費。
冷拉彎頭的防銹速度主要體現在金屬復合材料的類型以及排量和金屬復合材料的裂開率為根據直接的關聯,裂開率假如十分細會直接影響表層的解決,因而一般是選擇其耗費較低的金屬復合材料。
目前的彎頭加工通常采用彎曲的方法加工,生產過程中使用的設備多為通用機械壓力機和液壓機,有時有效使用專用彎曲壓力機,彎頭加工通常使用該液壓設備,該設備用三輥軋機確定圓三點,有效地使平板連續彎曲,使兩個驅動輥和壓力機.在彎頭加工時,調節生產中的中壓輥的上下位置,使其與驅動輥的相對距離在一定程度上有效變化,產品的實用化正在迅速提高。
目前使用的彎管加工設備在玻璃成形機械領域解決了加工中的火焰溫度,解決了控制問題。
如今了解到彎管加工設備,包括殼體左側頂部和底部與支撐板固定連接,由于支撐板數量為兩個,可以方便地調節裝置彎管的直徑,減少大量的人力物力,提彎管高調節效率,從而有效提高彎曲管機械的工作效率,以至在實際應用中發揮出獨特的優勢,因此滿足了應用需求。
在加工彎頭時,對彎曲有一定的要求。
并在加工彎管過程中,有效降低了生產成本,由于不需要特殊設備,因此特別適合,現場加工大彎頭其中的管道加工設備,如今的彎管機,其設置在機床上的彎管加工設備結構,設置在機床上的送料裝置,機頂一端設有頂圓筒,其中彎管加工設備結構的工具,用于在插入管狀構件之后,以固定管狀構件的心軸,并固定到氣缸的活塞桿上,目前具有許多優點和效果,已得到了實際的應用。
現在使用的導向式新型彎頭加工設備,氣缸基座固定在殼體的尾部,氣缸體安裝在氣缸基座上,氣缸芯安裝在氣缸體上,導軌沿軸向固定在底盤的上表面的兩側,支架的底部能夠移動到導軌上導軌固定在手推車地板上表面兩側的垂直導軌上,與導軌平行的調節螺釘固定在滑車底板上,端蓋安裝在滑車外殼的前側和后側,活動通過轎車主軸,現在的導向新型彎頭加工能夠實現自動進給。
