
產(chǎn)品詳細(xì)介紹
沙角鋼實(shí)體廠(chǎng)家")
沙角鋼實(shí)體廠(chǎng)家")
沙角鋼實(shí)體廠(chǎng)家")
沙角鋼實(shí)體廠(chǎng)家")
沙角鋼實(shí)體廠(chǎng)家")
沙角鋼實(shí)體廠(chǎng)家")
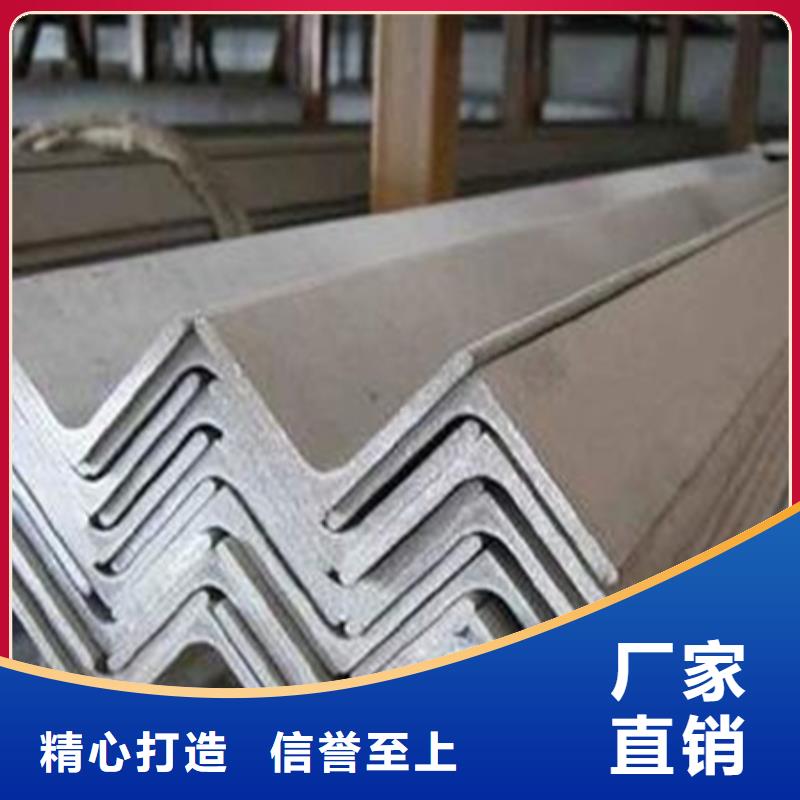
角鋼的規(guī)格用邊長(zhǎng)和邊厚的尺寸表示。目前國(guó)產(chǎn)角鋼規(guī)格為2-20號(hào),以邊長(zhǎng)的厘米數(shù)為號(hào)數(shù),同一號(hào)角鋼常有2-7種不同的邊厚。進(jìn)口角鋼標(biāo)明兩邊的實(shí)際尺寸及邊厚并注明相關(guān)標(biāo)準(zhǔn)。一般邊長(zhǎng)12.5cm以上的為大型角鋼,12.5cm-5cm之間的為中型角鋼,邊長(zhǎng)5cm以下的為小型角鋼。等邊角鋼矢量圖等邊角鋼矢量圖進(jìn)出口角鋼的定貨一般以使用中所要求的規(guī)格為主,其鋼號(hào)為相應(yīng)的碳結(jié)鋼鋼號(hào)。也是角鋼除了規(guī)格號(hào)之外,沒(méi)有特定的成分和性能系列。角鋼的交貨長(zhǎng)度分為定尺、倍尺兩種,國(guó)產(chǎn)角鋼的定尺選擇范圍根據(jù)規(guī)格號(hào)的不同有3-9m、4-12m、4-19m、6-19m四個(gè)范圍。日本產(chǎn)角鋼的長(zhǎng)度選擇范圍為6-15m。不等邊角鋼的截面高度按不等邊角鋼的長(zhǎng)邊寬來(lái)計(jì)算。指斷面為角形且兩邊長(zhǎng)不相等的鋼材。是角鋼中的一種。其邊長(zhǎng)由25mm×16mm~200mm×l25mm。由熱軋軋機(jī)軋制而成。一般的不等邊角鋼規(guī)格為:∟50*32--∟200*125 厚度為4-18mm。沙角鋼實(shí)體廠(chǎng)家")
角鋼熱裂紋的控制措施!Q345B角鋼冶金因素和工藝因素有關(guān),即需要容易形成低熔共晶體合金元素C、S、P的控制,以及相關(guān)Q345B角鋼生產(chǎn)工藝的改進(jìn)。具體如下:1選用與母材成分匹配適應(yīng)性強(qiáng)且C,S,P含量低的焊接Q345B角鋼,使用形成的焊縫金屬C,S,含量較低,焊縫Mn/S比值,Mn/Si比值較高,抗熱裂紋產(chǎn)生及擴(kuò)展能力較強(qiáng),從冶金措施上根除Q345B角鋼焊接熱裂紋產(chǎn)生的根源。適中的屈強(qiáng)比使用得焊縫工作可靠性增強(qiáng),焊縫應(yīng)力不容易很快上升到強(qiáng)度極限而造成失效。2正確控制焊前預(yù)熱溫度和層間溫度,預(yù)熱溫度控制在150-200℃,層間溫度控制在150-300℃,降低焊縫Q345B角鋼凝固時(shí)的應(yīng)變速率,減小焊接熱輸入量,提高焊接速度,以降低晶偏析程度。而提高電弧電壓,增大焊縫成形系數(shù)是Q345B角鋼產(chǎn)生焊接裂紋的有效途徑。3嚴(yán)格控制定位焊質(zhì)量及層間厚度要求,鎢極氬弧焊打底焊是采用短弧焊,焊嘴與焊件距離不超過(guò)10mm,此外,焊條電弧焊時(shí)注意層間清渣,以防止Q345B角鋼產(chǎn)生氣孔,夾渣等缺陷成為裂紋源。4在700-740℃溫度下及時(shí)進(jìn)行焊后熱處理,升溫速度控制在150-204℃/h保溫時(shí)間結(jié)束后爐冷至300℃,出爐空冷至室溫,這些是保證Q345B角鋼產(chǎn)品使用性能的重要前提。沙角鋼實(shí)體廠(chǎng)家")
Q235C角鋼具有破壞鋼錠結(jié)構(gòu)、細(xì)化鋼晶粒、鋼材顯微組織缺陷、致密鋼結(jié)構(gòu)、提高鋼材力學(xué)性能的優(yōu)點(diǎn)。這種改善主要體現(xiàn)在軋制方向上,使鋼材不再具有一定的各向同性;氣泡、裂縫、松動(dòng)等。鑄造時(shí)形成的,也可以在高溫高壓下焊接。Q235C角鋼熱軋后,坯料中的非金屬夾雜物被壓成薄片,形成層狀。分層嚴(yán)重?fù)p害鋼在厚度方向的拉伸性能,焊接收縮時(shí)可能發(fā)生層間撕裂。焊接引起的局部應(yīng)變有時(shí)比屈服點(diǎn)應(yīng)變大幾倍,甚至更大;冷卻不均勻?qū)е碌臍堄鄳?yīng)力。殘余應(yīng)力是指在沒(méi)有外力作用下,熱軋鋼材不同截面上的內(nèi)部自平衡應(yīng)力。一般來(lái)說(shuō),鋼材截面越大,殘余應(yīng)力越大。雖然殘余應(yīng)力是自平衡的,但對(duì)鋼構(gòu)件的力學(xué)性能有一定的影響。如變形、穩(wěn)定性、抗疲勞性等。會(huì)有不良影響。沙角鋼實(shí)體廠(chǎng)家")
角鋼在建筑行業(yè)應(yīng)用較多,是一種優(yōu)質(zhì)的建筑材料,它以其良好的堅(jiān)韌度深得建筑行業(yè)的喜愛(ài)。但是有時(shí)候我們?cè)谑褂脽o(wú)錫角鋼時(shí)會(huì)發(fā)現(xiàn)一些問(wèn)題,例如出現(xiàn)坯料修磨、滑道劃傷、爐底輥壓坑等,這些問(wèn)題的出現(xiàn)會(huì)大大降低角鋼的使用性能,那么我們?cè)撊绾伪苊饽?1、坯料修磨。角鋼坯料采用粗砂輪修磨,在軋制中板表面會(huì)出現(xiàn)磨痕,特別是在20mm以上的厚板。2、滑道劃傷。加熱爐中,坯料在滑道運(yùn)動(dòng)中,容易在坯料下表面出現(xiàn)滑道劃傷。3、軋制壓坑。對(duì)中時(shí)中夾板與中板邊部摩擦,造成邊部毛刺等飛濺到中板表面,形成表面軋制壓坑。4、大鏈劃傷。鏈條之間的脫落造成鋼板在冷床上運(yùn)動(dòng)不同步,形成下表面劃傷。5、爐底輥壓坑。爐底輥受到高溫氣體和載荷等多重作用,極易出現(xiàn)表面結(jié)瘤,造成中板下表面壓坑。6、矯直機(jī)壓坑。矯直過(guò)的碳鋼遺留氧化皮,在矯直過(guò)程中易形成中板表面壓坑。7、吊運(yùn)劃傷。吊運(yùn)鋼板時(shí)容易造成邊部肋傷,以及在卸料時(shí)不規(guī)范的操作造成鋼板表面劃傷。沙角鋼實(shí)體廠(chǎng)家")