

工字鋼是一種使用較為普遍的鋼材,其生產工藝也較為繁復,剖分工字鋼價錢根據不同地區不同的生產工藝,也可能是不一樣的。工字鋼的一道重要的工序便是剖分工字鋼的退火,退火是為了更好的加強工字鋼的功能常常退火是指將金屬加熱到適合的溫度,繼而緩慢冷卻(爐冷)的熱處理工藝。去應力退火:將工件加熱到Ac1下面(100-200)℃保溫后隨爐冷卻到160℃下面出爐空冷。首要用于祛除內應力,安定尺寸,禁止變形與開裂。加熱溫度常常為500℃-650℃。等溫退火:熱到高于Ac3或Ac1溫度,依舊適合歲月后,較快地冷卻到珠光體變化溫度區間的某一溫度依舊使奧氏體變化為珠光體型團隊,繼而在氛圍中冷卻的退火工藝。無缺退火:將鋼無缺奧氏體化,隨之遲緩冷卻,逼近均衡團隊的退火工藝,加熱溫度Ac3+(30-50)℃。首要用于亞共析鋼的鑄件、鍛件、熱軋型材和焊接件。
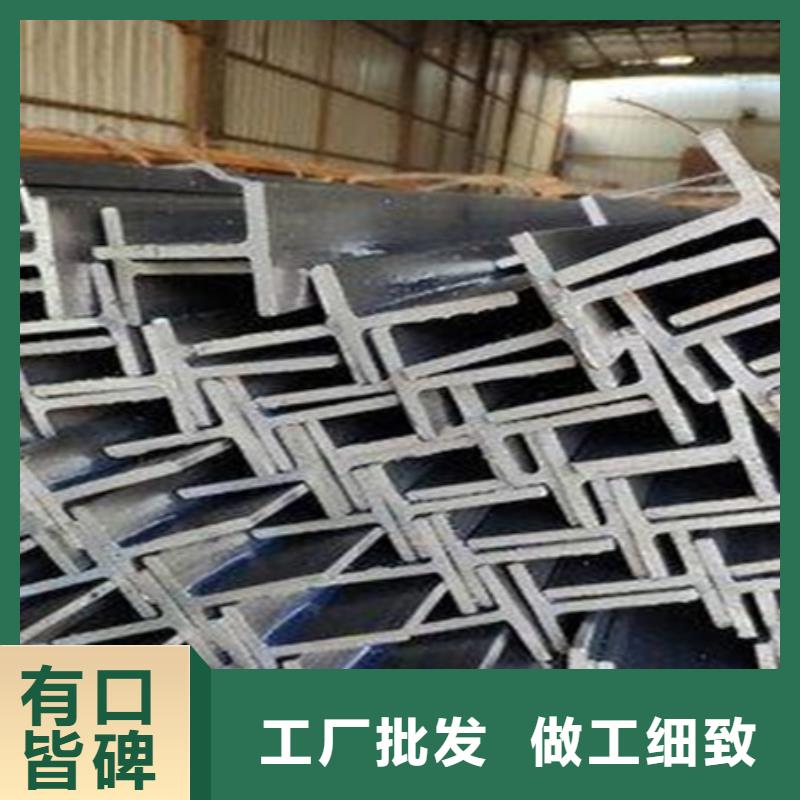
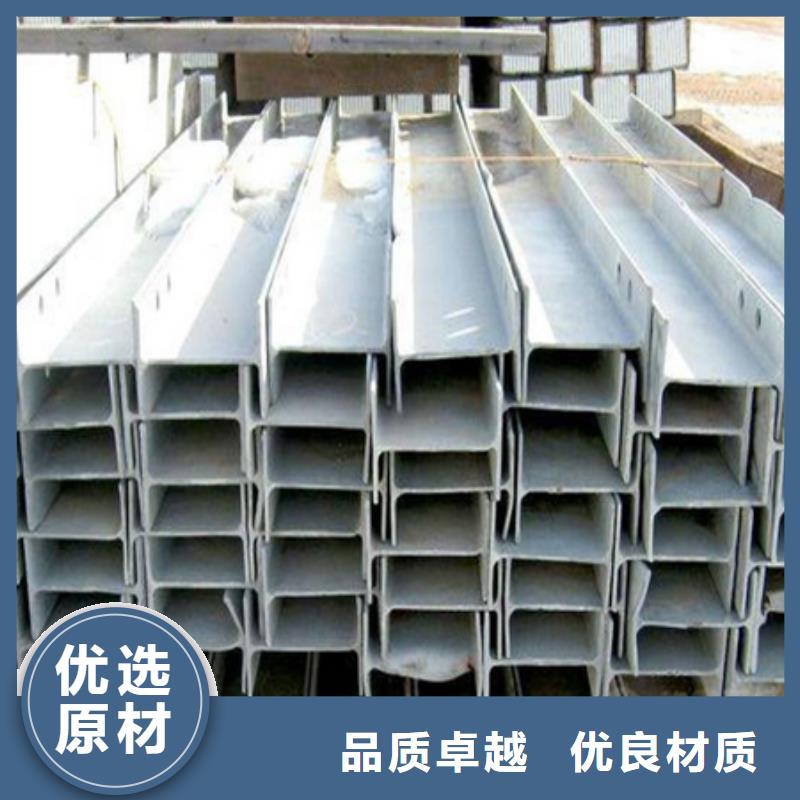
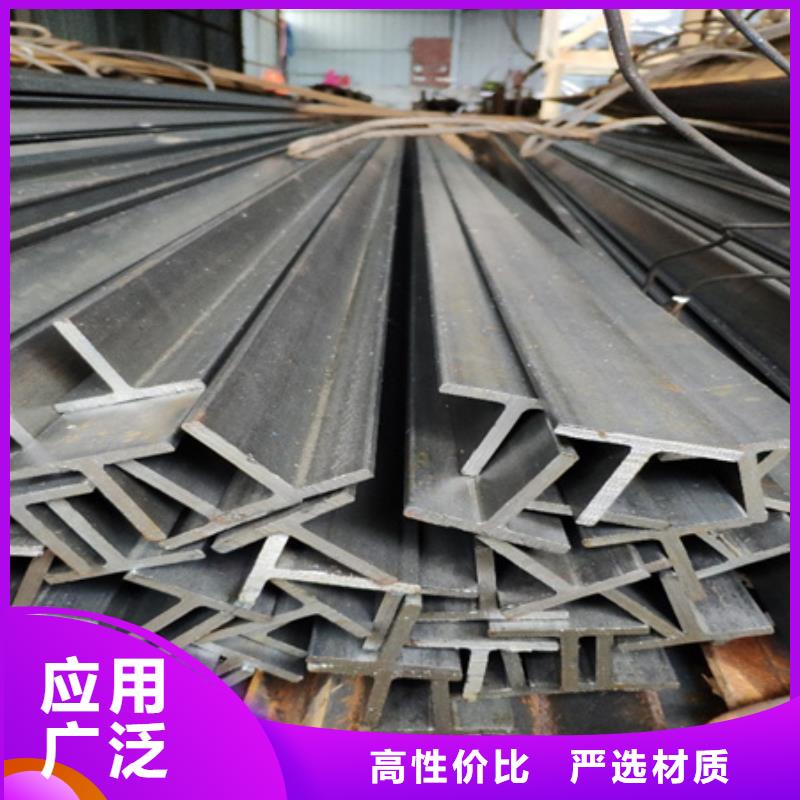
剖分工字鋼應用廣泛,主要用于:各種民用和工業建筑結構;各種大跨度的工業廠房和現代化高層建筑,尤其是地震活動頻繁地區和高溫工作條件下的工業廠房;要求承載能力大、截面穩定性好、跨度大的大型橋梁;重型設備;高速公路;艦船骨架;礦山支護;地基處理和堤壩工程;各種機器構件。剖分工字鋼是一種經濟型斷面鋼材,廣泛用于工業、建筑、橋梁、石油鉆井平臺等方面,據預測2005年我國剖分工字鋼需求量約250萬噸,2010年需求量500萬噸,但目前我國剖分工字鋼年生產能力為120萬噸,市場需求量非常巨.剖分工字鋼特點分析之省工省料:與焊接剖分工字鋼相比,能明顯地省工省料,減少原材料、能源和人工的消耗,殘余應力低,外觀和表面質量好。剖分工字鋼的翼緣都是等厚度的,有軋制截面,也有由3塊板焊接組成的組合截面。工字鋼都是軋制截面,由于生產工藝差,翼緣內邊有1:10坡度。H型鋼的軋制不同于普通工字鋼僅用一套水平軋輥,由于其翼緣較寬且無斜度(或斜度很小),故須增設一組立式軋輥同時進行輥軋,因此,其軋制工藝和設備都比普通軋機復雜。國內可生產的軋制剖分工字鋼高度為800mm,超過了只能是焊接組合截面。
選擇剖分工字鋼既要考慮其耐一般腐蝕的性能又要考慮其耐局部腐蝕的性能在一些水介質和化工介質中后者更需予以注意這是因為選材人員一般多重視剖分工字鋼的耐一般腐蝕性能而在使用條件下它們對局部腐蝕例如對應力腐蝕孔蝕等的敏感性如何則考慮較少;剖分工字鋼的局部腐蝕多在耐一般腐蝕性能很好的腐蝕環境中發生局部腐蝕常常導致剖分工字鋼設備部件的突然破壞其危害性遠遠大于一般腐蝕。4、在應用各種手冊中有關剖分工字鋼的耐蝕性數據時要注意其中很多數據只是一些實驗內的試驗結果與實際介質環境常常有較大的出入為了獲得更加接近實際使用條件的耐蝕性數據一般應在實驗室內進行了實際介質的腐蝕試驗或現場條件下的掛片試驗必要時還要進行模擬裝置的試驗。在一些使用條件下還會遇到這種情況當工作介質中或所操作的工業產品中即使含有微量的某種或某此剖分工字鋼中的金屬離子時便會影響化工工藝過程工工業產品的質量(包括光澤顏色純度等).這種情況在核燃料制藥和顏料等工業中為常見此時常常選用不含某種元素的剖分工字鋼或適當提高所選用剖分工字鋼耐蝕性檔次以便使金屬離子降低到允許的限度.
工字鋼在焊接時在金屬表面引弧會造成表面粗糙缺陷。工字鋼生產廠家保護膜受損,留下潛在的腐蝕源。焊工應在已經焊好的焊道上或在焊縫接頭的側邊引弧。然后將引弧痕跡熔入焊縫中。焊接飛濺焊接飛濺與焊接工藝有很大關系。例如:GTAM(氣體保護鎢備注:可提供各種材質、規格非標 不銹鋼光亮棒!電弧焊)或TIG(惰性氣體保護鎢備注:可提供各種材質、規格非標 不銹鋼光亮棒!焊)沒有飛濺。但是,采用GMAW(氣體保護金屬電弧焊)和FCAW(帶焊劑芯的電弧焊)兩種焊接工藝時如果焊接參數使用不當會造成大量飛濺。出現這種情況時,必須調整參數。如果要解決焊接飛濺的問題,焊接前應在接頭的每一邊涂上防濺劑,這樣可以飛濺物的附著力。焊完后可以很容易地將這種防濺劑及各種飛濺物清理掉,可不損傷表面或帶來輕微損傷。利用焊劑進行焊接的工藝有手工焊,帶焊劑芯電弧焊和埋弧焊,這些焊接工藝都會在表面留下細小的焊劑顆粒,普通的清理方法無法將它們掉。工字鋼生產廠家這此顆粒將是縫隙腐蝕的腐蝕源,必須采用機械清理方法去除這些殘留焊劑。