
 <宿遷>鵬鑫鋼鐵
宿遷螺旋焊管多重優惠
<宿遷>鵬鑫鋼鐵
宿遷螺旋焊管多重優惠

Q345C焊管詳解:按制造方法分為熱軋(擠、擴)鋼管,冷拔,精軋等。交貨狀態:鋼管經熱處理并酸洗交貨,凡經過整體磨、鏜或經保護氣氛熱處理的鋼管以及供機械加工用的鋼管可不經酸洗交貨(在合同中注明) 1、 液壓試驗:鋼管應逐漸進行液壓試驗,不得出現滲透。公式計算公式:P=2SR/D P—試驗壓力(Mpa) S---鋼管公稱壁厚(mm) D—鋼管公稱外徑(mm) R—允許應力 2、壓扁試驗:外徑大于22mm并且壁厚小于10mm的鋼管進行壓扁試驗,公式為:H=(1+a)S/a+S/D H—平面距離 S---鋼管的公稱壁厚 D---鋼管的公稱外徑 a—單位長度變形系數為0.08,當S/D大于等于1.25時為0.07,壓扁試驗不得有裂縫和裂口。 3、卷邊試驗:卷邊寬度不得小于公稱內徑的12%,也不得小于公稱壁厚的1.5倍,卷邊角為90度,卷邊后式樣卷邊處不得出現裂縫和裂口。 4、彎曲試驗:外徑小于等于22mm的鋼管應進行彎曲試驗,彎曲角度為90度,彎心半徑為鋼管外徑的6倍,彎曲處不得出現裂縫和裂口, 5、擴口試驗:壁厚小于8mm的鋼管可進行擴口試驗,頂心錐度為30度,45度,60度中的一種,擴口后試樣上不得出現裂縫和裂口。



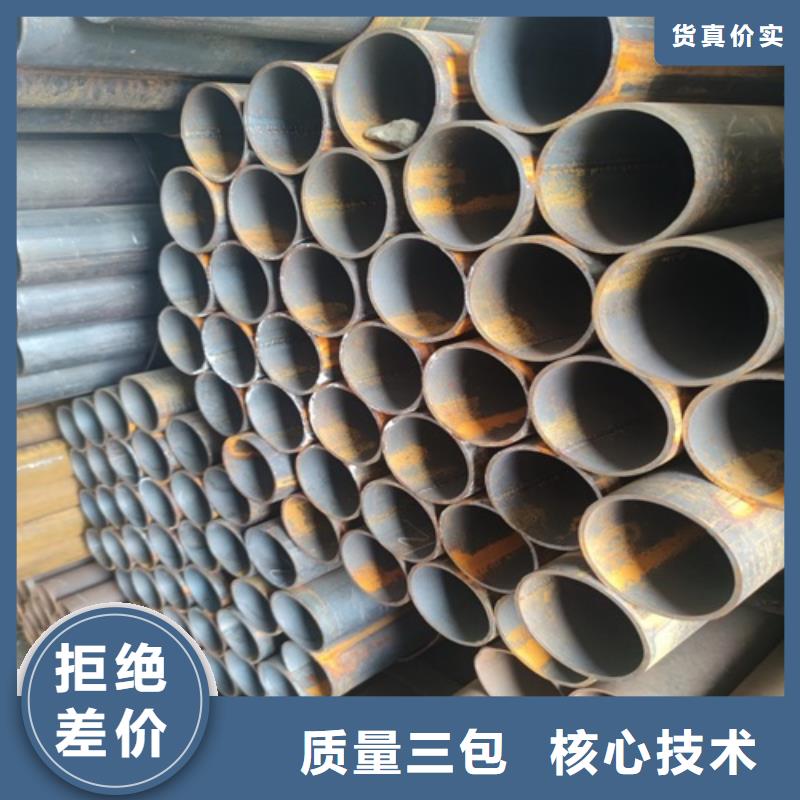
焊接鋼管也稱焊管是用鋼板或鋼帶經過卷曲成型后焊接制成的鋼管鋼管。焊接鋼管生產工藝簡單生產效率高,品種規格多設備資少但一般強度低于無縫鋼管。20世紀30年代以來隨著優質帶鋼連軋生產的迅速發展以及焊接和檢驗技術的進步焊縫質量不斷提高,焊接鋼管的品種規格日益增多,并在越來越多的領域代替了無縫鋼管。 焊接鋼管按焊縫的形式分為直縫焊管和螺旋焊管。直縫焊管生產工藝簡單 生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫焊管高能用較窄的坯料生產管徑較大的焊管還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比焊縫長度增加30~ 租生產速度較低。因此,較小口徑的焊管大都采用直縫焊大加徑焊管則大多采用螺旋焊。


