

聯(lián)系我們

- 準(zhǔn)格爾旗打包箱房安裝
- 包頭住人集裝箱房折疊
- 薛家灣移動(dòng)廁所電話(huà)
- 私人金庫(kù)門(mén)現(xiàn)貨價(jià)格
- 包頭市工地集裝箱房加工
- 河道燈光欄桿廠(chǎng)家設(shè)備齊全
- 柴油動(dòng)力砂漿噴涂機(jī)來(lái)廠(chǎng)試機(jī)
- 包頭市工地集裝箱房加工
- 數(shù)控鋼筋籠繞筋機(jī)(哪家價(jià)格便宜)
- 螺旋鋼管原廠(chǎng)直銷(xiāo)
- 紫銅管紫銅排為您精心挑選
- 小品價(jià)值觀(guān)標(biāo)牌本地廠(chǎng)家
- 【保溫鋁皮黃銅帶廠(chǎng)家直銷(xiāo)大量現(xiàn)貨】
- 黃銅棒專(zhuān)心專(zhuān)注專(zhuān)業(yè)
- 高壓發(fā)電機(jī)發(fā)電車(chē)500kw發(fā)電機(jī)租賃有實(shí)力有經(jīng)驗(yàn)
25Mn精密鋼管質(zhì)量保真
更新時(shí)間:2025-01-26 21:34:31 瀏覽次數(shù):5 公司名稱(chēng):聊城 大金鋼管制造有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 4500上下/噸 |
| 發(fā)貨期限 | 3-7天 |
| 供貨總量 | 9899899 |
| 運(yùn)費(fèi)說(shuō)明 | 電議 |
| 是否廠(chǎng)家 | 是 |
| 產(chǎn)品品牌 | 大金鋼管制造 |
| 發(fā)貨城市 | 山東 聊城 |
| 產(chǎn)品產(chǎn)地 | 山東 聊城 |
| 加工定制 | 是 |
| 產(chǎn)品型號(hào) | 齊全 |
| 可售賣(mài)地 | 全國(guó) |
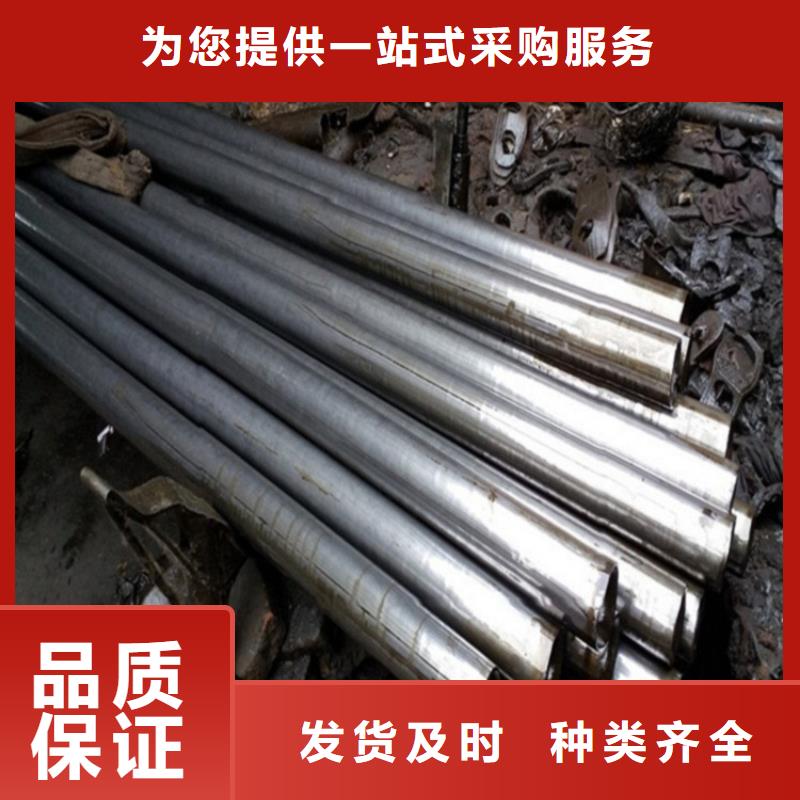


蒙古25Mn精密鋼管質(zhì)量保真") 與傳統(tǒng)管道材料不同,精密管在制作工藝上有了革新式的發(fā)展,無(wú)論是從外觀(guān)的光潔度,還是從管道本身的質(zhì)量來(lái)看,都得到了的發(fā)展和,冷彎技術(shù)是精密鋼管制造中慣用的一種加工生產(chǎn)方法,在進(jìn)行沖孔后進(jìn)行冷彎加工,精密鋼管的表面上,平整度和邊緣尺寸上會(huì)有較為明顯的差異和不同,不過(guò)總體來(lái)看,這種管道材料的質(zhì)量 是過(guò)硬的。
因?yàn)槭袌?chǎng)的需求量不斷加大,對(duì)于這種管道材料的需求量也在顯著,現(xiàn)在的精密鋼管,在進(jìn)行設(shè)計(jì)研發(fā)的過(guò)程中,更多的是需要滿(mǎn)足結(jié)構(gòu)設(shè)計(jì)要求的,在滿(mǎn)足材料力學(xué)設(shè)計(jì)的前提下進(jìn)行優(yōu)化升級(jí),是一種更為行之有效的處理方式,多種工藝相互結(jié)合的生產(chǎn)方式,能夠從根本上這種管道材料的質(zhì)量,獲得更大的市場(chǎng)效應(yīng)。
大金鋼管制造有限公司
內(nèi)蒙古25Mn精密鋼管質(zhì)量保真
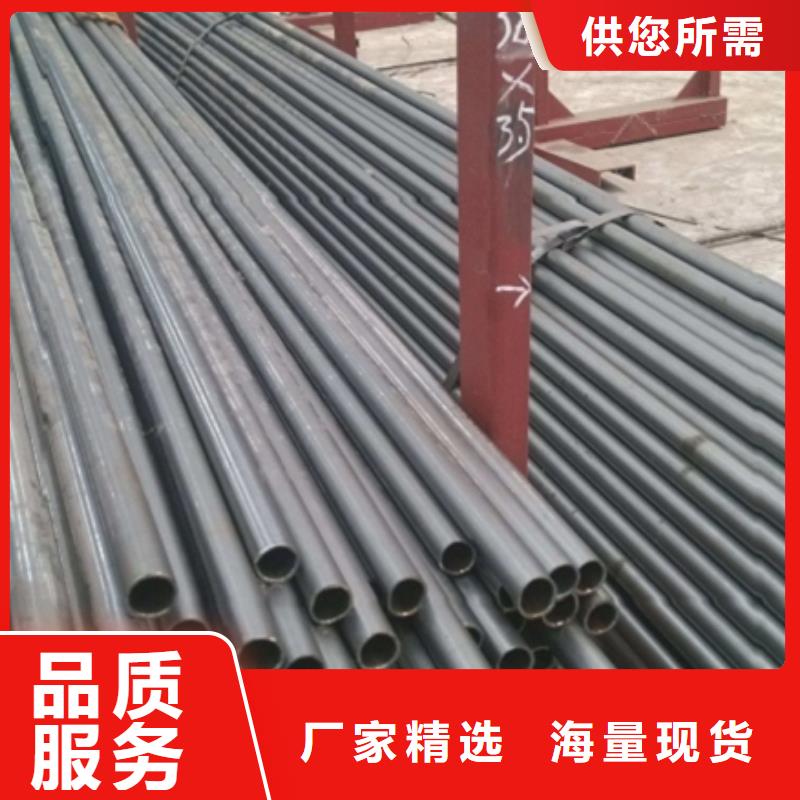
根據(jù)沖洗結(jié)束后內(nèi)窺鏡檢查情況,對(duì)45#精密管進(jìn)行第二次酸洗,再利用高壓水,對(duì)每根內(nèi)壁進(jìn)行不間斷地沖洗,沖洗完成后再利用內(nèi)窺鏡對(duì)每根45#精密管子進(jìn)行檢查。小口徑20#精密管是用管坯多次改拔而成,加工工藝復(fù)雜,出貨較慢,精度高,成本高,所以賣(mài)價(jià)就高了。小口徑20#精密管生產(chǎn)流程:管坯通過(guò)自動(dòng)軋管機(jī)上繼續(xù)軋制后經(jīng)均整機(jī)均整壁厚,經(jīng)定徑機(jī)定徑,達(dá)到規(guī)格要求。保證管子內(nèi)部暢通利用連續(xù)式軋管機(jī)組生產(chǎn)熱軋小口徑20#精密管是較先進(jìn)的方法冷彎不變形,擴(kuò)口,壓扁無(wú)裂縫等優(yōu)點(diǎn),所以主要用來(lái)生產(chǎn)氣動(dòng)或液壓元件的產(chǎn)品,如氣缸或油缸,可以是無(wú)縫管,也有焊接管。冷拔光亮20cr精密管的生產(chǎn)流程:管坯——檢驗(yàn)——?jiǎng)兤ぁ獧z驗(yàn)——加熱——穿孔——酸洗——修磨——潤(rùn)滑風(fēng)干——焊頭——冷拔——固溶處理——酸洗——酸洗鈍化——檢驗(yàn)——冷軋——去油——切頭——風(fēng)干——內(nèi)拋光——外拋光——檢驗(yàn)——標(biāo)識(shí)——成品包裝。
與傳統(tǒng)管道材料不同,精密管在制作工藝上有了革新式的發(fā)展,無(wú)論是從外觀(guān)的光潔度,還是從管道本身的質(zhì)量來(lái)看,都得到了的發(fā)展和,冷彎技術(shù)是精密鋼管制造中慣用的一種加工生產(chǎn)方法,在進(jìn)行沖孔后進(jìn)行冷彎加工,精密鋼管的表面上,平整度和邊緣尺寸上會(huì)有較為明顯的差異和不同,不過(guò)總體來(lái)看,這種管道材料的質(zhì)量 是過(guò)硬的。
因?yàn)槭袌?chǎng)的需求量不斷加大,對(duì)于這種管道材料的需求量也在顯著,現(xiàn)在的精密鋼管,在進(jìn)行設(shè)計(jì)研發(fā)的過(guò)程中,更多的是需要滿(mǎn)足結(jié)構(gòu)設(shè)計(jì)要求的,在滿(mǎn)足材料力學(xué)設(shè)計(jì)的前提下進(jìn)行優(yōu)化升級(jí),是一種更為行之有效的處理方式,多種工藝相互結(jié)合的生產(chǎn)方式,能夠從根本上這種管道材料的質(zhì)量,獲得更大的市場(chǎng)效應(yīng)。
大金鋼管制造有限公司
內(nèi)蒙古25Mn精密鋼管質(zhì)量保真
根據(jù)沖洗結(jié)束后內(nèi)窺鏡檢查情況,對(duì)45#精密管進(jìn)行第二次酸洗,再利用高壓水,對(duì)每根內(nèi)壁進(jìn)行不間斷地沖洗,沖洗完成后再利用內(nèi)窺鏡對(duì)每根45#精密管子進(jìn)行檢查。小口徑20#精密管是用管坯多次改拔而成,加工工藝復(fù)雜,出貨較慢,精度高,成本高,所以賣(mài)價(jià)就高了。小口徑20#精密管生產(chǎn)流程:管坯通過(guò)自動(dòng)軋管機(jī)上繼續(xù)軋制后經(jīng)均整機(jī)均整壁厚,經(jīng)定徑機(jī)定徑,達(dá)到規(guī)格要求。保證管子內(nèi)部暢通利用連續(xù)式軋管機(jī)組生產(chǎn)熱軋小口徑20#精密管是較先進(jìn)的方法冷彎不變形,擴(kuò)口,壓扁無(wú)裂縫等優(yōu)點(diǎn),所以主要用來(lái)生產(chǎn)氣動(dòng)或液壓元件的產(chǎn)品,如氣缸或油缸,可以是無(wú)縫管,也有焊接管。冷拔光亮20cr精密管的生產(chǎn)流程:管坯——檢驗(yàn)——?jiǎng)兤ぁ獧z驗(yàn)——加熱——穿孔——酸洗——修磨——潤(rùn)滑風(fēng)干——焊頭——冷拔——固溶處理——酸洗——酸洗鈍化——檢驗(yàn)——冷軋——去油——切頭——風(fēng)干——內(nèi)拋光——外拋光——檢驗(yàn)——標(biāo)識(shí)——成品包裝。
蒙古25Mn精密鋼管質(zhì)量保真")
蒙古25Mn精密鋼管質(zhì)量保真") 大金鋼管制造有限公司
精密鋼管安裝整個(gè)過(guò)程
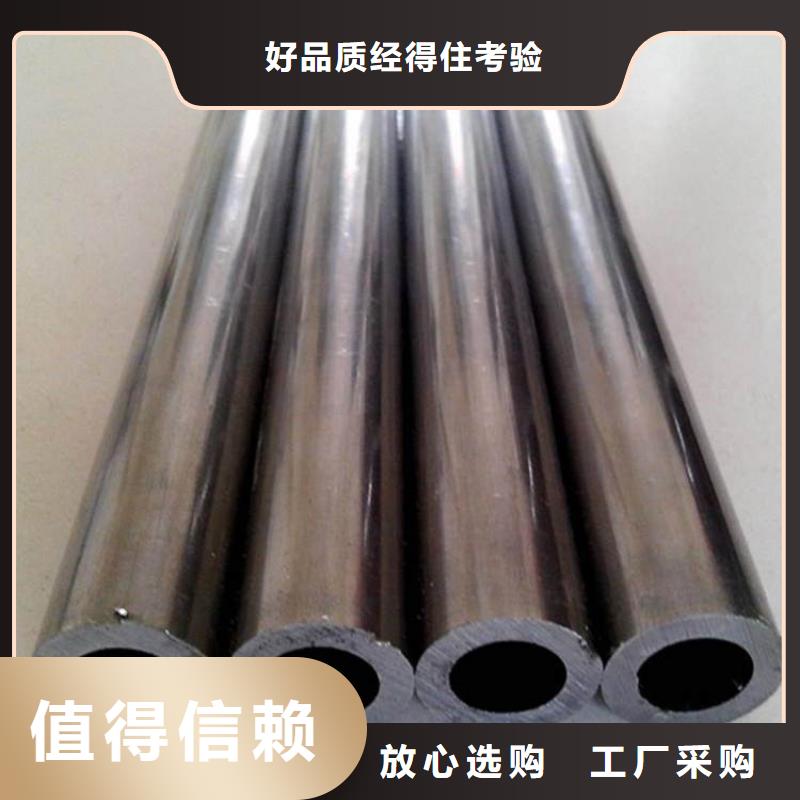
根據(jù)施工圖進(jìn)行管道定位,根據(jù)現(xiàn)場(chǎng)情況預(yù)制件構(gòu)件水管支架,接著根據(jù)方案設(shè)計(jì)和現(xiàn)場(chǎng)開(kāi)進(jìn)行料,接著用磨光機(jī)磨焊接,再進(jìn)行電焊焊接。焊接時(shí)將熱軋帶鋼送進(jìn)焊管機(jī)組,經(jīng)多道熱軋帶鋼擠壓加工,熱軋帶鋼漸漸地卷起,造成有張嘴間隙的環(huán)狀管坯,調(diào)整擠壓加工輥的壓下量,使電焊焊接間隙控制在1~3mm,并使焊接兩側(cè)齊平。如間隙過(guò)大,則造成鄰近效應(yīng)減少,渦流熱值不足,電焊焊接晶間歇性合較差而導(dǎo)致未電焊焊接或開(kāi)裂。如間隙過(guò)小則造成鄰近效應(yīng)擴(kuò)張,電焊焊接熱值過(guò)大,造成電焊焊接熱裂;或者電焊焊接經(jīng)擠壓加工、擠壓成型后造成深坑,危害電焊焊接表面品質(zhì)。精密管2
大金鋼管制造有限公司
精密鋼管安裝整個(gè)過(guò)程
根據(jù)施工圖進(jìn)行管道定位,根據(jù)現(xiàn)場(chǎng)情況預(yù)制件構(gòu)件水管支架,接著根據(jù)方案設(shè)計(jì)和現(xiàn)場(chǎng)開(kāi)進(jìn)行料,接著用磨光機(jī)磨焊接,再進(jìn)行電焊焊接。焊接時(shí)將熱軋帶鋼送進(jìn)焊管機(jī)組,經(jīng)多道熱軋帶鋼擠壓加工,熱軋帶鋼漸漸地卷起,造成有張嘴間隙的環(huán)狀管坯,調(diào)整擠壓加工輥的壓下量,使電焊焊接間隙控制在1~3mm,并使焊接兩側(cè)齊平。如間隙過(guò)大,則造成鄰近效應(yīng)減少,渦流熱值不足,電焊焊接晶間歇性合較差而導(dǎo)致未電焊焊接或開(kāi)裂。如間隙過(guò)小則造成鄰近效應(yīng)擴(kuò)張,電焊焊接熱值過(guò)大,造成電焊焊接熱裂;或者電焊焊接經(jīng)擠壓加工、擠壓成型后造成深坑,危害電焊焊接表面品質(zhì)。精密管2
蒙古25Mn精密鋼管質(zhì)量保真")