15999836789


聯系我們

更新時間:2025-01-10 19:40:07 瀏覽次數:1 公司名稱:東莞 天強特殊鋼有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 20/件 |
| 發貨期限 | 1~7日 |
| 供貨總量 | 987980 |
| 運費說明 | 電話咨詢15920673333 |
| 最小起訂 | 1kg |
| 質量等級 | A級 |
| 是否廠家 | 否 |
| 產品材質 | 模具鋼 |
| 產品品牌 | 天強 |
| 產品規格 | 齊全 |
| 發貨城市 | 東莞 |
| 產品產地 | 東莞 |
| 加工定制 | 是 |
| 產品型號 | 模具鋼 |
| 可售賣地 | 全國 |
| 產品重量 | 3 |
| 產品顏色 | 黑皮,光亮,工業面 |
| 質保時間 | 很久 |
| 適用領域 | 工業制造 機械零件加工 |
| 是否進口 | 否 |
| 質量認證 | 正品 |
| 計重 | 過磅 |
| 材質特性 | 鉬系高碳含鈷超硬型高速工具鋼,硬度高,可達61-64HRC,熱硬性好,高溫硬度高,容易磨削。 |
| 熱處理工藝 | 退火,真空淬火, |

興安定制DAC真空熱處理鋼的廠家
<興安>天強特殊鋼有限公司
 我公司產品介紹:
我公司產品介紹:
興安天強特殊鋼有限公司經營各種規格興安模具鋼材料,各種尺寸興安鋼材,精光板,圓鋼,模具鋼。興安天強特殊鋼有限公司產品介紹:8402,鋼的一種,是鉻-鉬-釩合金模具鋼,高、低溫均有良好的耐磨性,優良的韌性和延展性,穩定且優良的及加工性和拋旋光性,優良的高溫強度和抗熱疲勞性,優良的淬透性,很小的熱處理尺寸變形。8402壓鑄模具鋼 是采用特殊煉鋼技術和嚴密質量控制得到的純度高且組織微細的鋼材,其等向性(各向同性)要比一般傳統煉制度H13更佳。這對于模具的抗機械疲勞及熱應力疲勞性能更具價值,如壓鑄模具、鍛造模具及擠型模具等。因此采用8402的模具硬度可比普通H13在增加1-2HRC的同時而不會犧牲韌性,減緩熱龜裂的發生,提供模具壽命。其優點如下:1.優良的耐熱沖擊和抗龜裂能力;2.高溫強度高;3.不論大小尺寸,韌性及延展性高高且各向同性;4.加工性及拋光性優良;5.優良的淬透性;6.良好的熱處理尺寸穩定性。8402鋼金屬壓鑄模、擠壓模具、大批量生產的熱塑性塑膠注塑模、表面要求高的熱固性塑膠模、模具套環(例如:用于緊固金屬模)及耐磨損零件等。
 <興安>天強特殊鋼有限公司
我公司產品介紹:
<興安>天強特殊鋼有限公司
我公司產品介紹:
興安天強特殊鋼有限公司經營各種規格興安模具鋼材料,各種尺寸興安鋼材,精光板,圓鋼,模具鋼。興安天強特殊鋼有限公司產品介紹:DH2F壓鑄模具鋼是日本生產的熱作模具鋼,預硬態易切削熱作模具鋼。產品簡介:日本生產的DH2F是預硬熱作模具鋼.出廠時預硬HRC37-42.DH2F可以滿足快速制模的需要,故無須熱處理,適用于形狀復雜、精密模具及零部件,切削性能出色,便于加工刻模,可縮短模具加工周期、降低成本,如再施以表面處理可進一步提高耐磨性和耐蝕性能。經常使用在各類鋁鎂鋅壓鑄模具.高硬塑料模具. 發動機模具.鋼材種類:熱作預硬模具鋼材 鋼材特長:切削性良好優良的高溫強度與耐磨性該鋼可加工性良好高溫強度與耐磨性優良可以滿足快速制模的需要。已進行預硬化故無需熱處理適用于形狀復雜、精密模具及零部件。該鋼便于加工及雕模可縮短模具加工周期降低成本。表面處理可進一步提高耐磨性和耐蝕性。

興安天強特殊鋼有限公司經營各種規格模具鋼材料,各種尺寸興安鋼材,冷軋板,精光板,淬火料,圓鋼,薄板,沖子料等等。興安2344天強特殊鋼有限公司如下產品介紹:壓鑄模具鋼具有拋光性能優良,易切削,高韌性及延展性。材料厚薄縱向與橫向強度一致,耐熱性良好的特點,適合于鋁,鋅,合金擠壓模。高、低溫均有良好的耐磨性優良的韌性和延展性穩定且優良的及加工性和拋旋光性優良的高溫強度和抗熱疲勞性優良的淬透性很小的熱處理尺寸變。主要應用:1. 壓鑄模具,如:模仁,鑲塊,頂針,套筒. 2. 擠壓模具,如:模仁,模墊,襯套. 3. 鋁銅鎂的熱壓成型模. 4. 塑料模. 5. 冷沖,切邊,熱剪,緊縮環以及耐磨部件.拋光性能優良,易切削,高韌性及延性,材料厚薄縱向與橫向強度一致,耐熱性良好,高溫軔性,耐磨性,面熟性特性,適用于鋁,鋅,合金冷擠壓及熟壓鑄模。

興安天強特殊鋼有限公司經營各種規格模具鋼材料,各種 尺寸興安鋼材,精光板,興安圓鋼,模具鋼。天強特殊鋼有限公司如下產品介紹:SKD61壓鑄模具鋼用途:厚度不大于2MM薄板材,落料模,沖載模及壓印模。 各種剪刀,鑲嵌刀片,木工刀片。 螺紋軋制模和耐磨滑塊。 冷鐓模具,熱固樹脂成型模。 深拉成型模,冷擠壓模具。 汽車發動機模具。 SKD61硬度: 在熱處理之前SKD61約HRC15~20 (HB200~230)。 熱處理后硬度:內部HRC40°~45°表面HV1000±100。 SKD61的密度是7.85g每立方厘米。 TD處理后硬度:內部HRC40°~45°表面HV2500以上。熱處理 淬火: 階段預熱:500~550℃。 第二階段預熱:750~800℃。 吹風冷卻或高壓氣體冷卻等,100~150℃入回火爐。 回火: 預熱:300~350℃。 回火加熱:550~680℃。 空氣冷卻到室溫,回火三次。淬火溫度1000~1050℃,硬度50~55HRC,熱處理變形小,表面可滲氮氮化處理,使加工出來的產品具有更好的耐磨性。
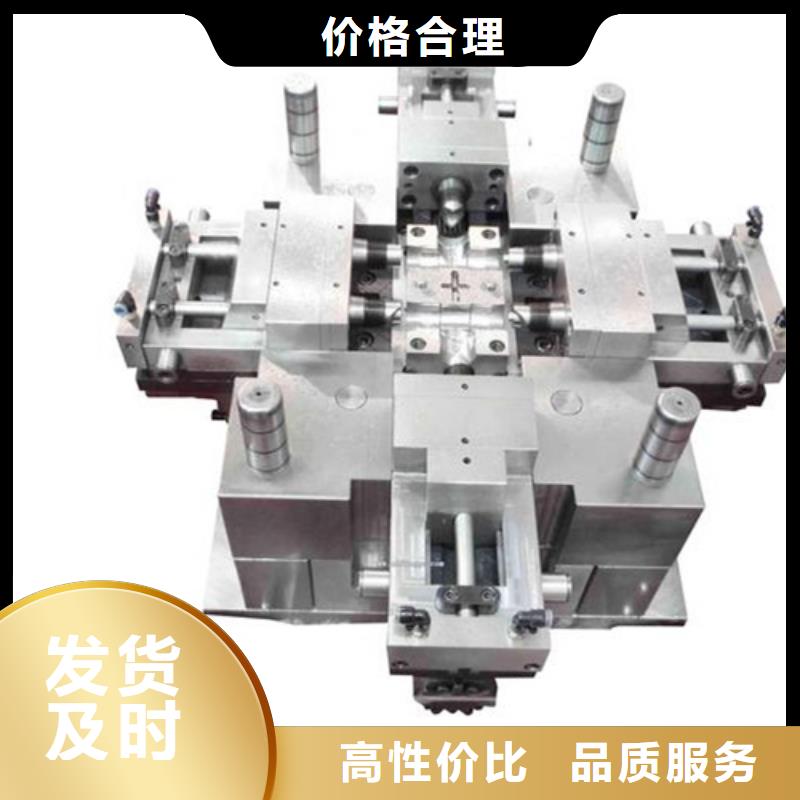
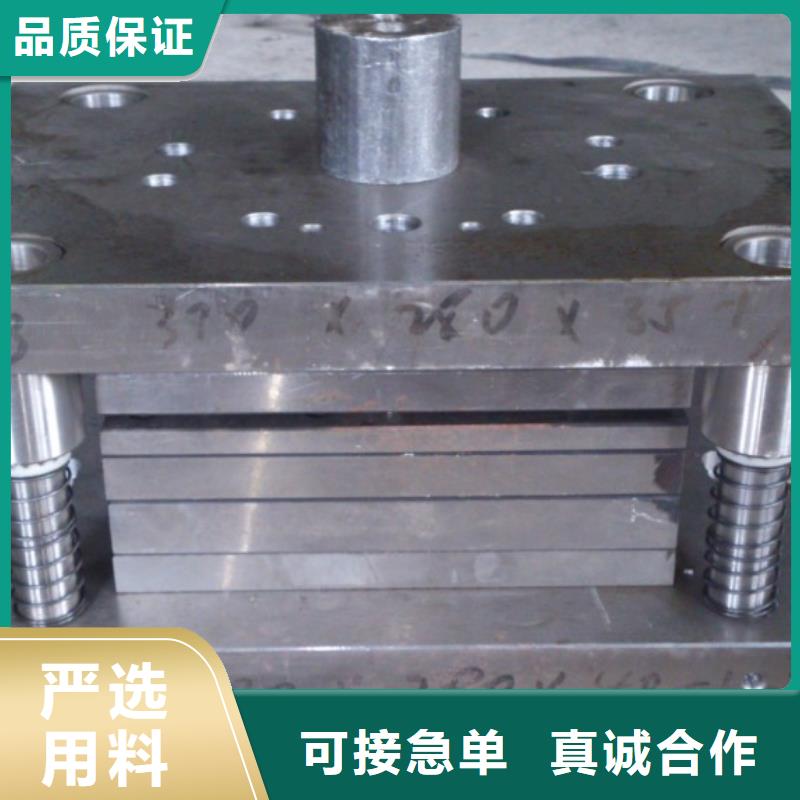
 天強特殊鋼有限公司一貫堅持“客戶為尊,以人為本,誠信經營,互惠雙贏”的經營方針,相信隨著天強特殊鋼公司業務的不斷拓展,模具鋼將以卓越的性價優勢隨著中國模具走向世界。擁有5臺大型立式帶鋸、6臺臥式鋸床, 立式自動數控鋸床2臺;以及鋼板精加工機械,主要有3臺大型大水磨床、2臺大型龍門銑床、2臺精銑機床等。為滿足客戶生產急需模具材料要求,公司的加工部與專業熱處理廠家服務配套,能從鋼材胚料,精板加工到熱處理一步到位,增加效率縮短生產周期。
天強特殊鋼有限公司一貫堅持“客戶為尊,以人為本,誠信經營,互惠雙贏”的經營方針,相信隨著天強特殊鋼公司業務的不斷拓展,模具鋼將以卓越的性價優勢隨著中國模具走向世界。擁有5臺大型立式帶鋸、6臺臥式鋸床, 立式自動數控鋸床2臺;以及鋼板精加工機械,主要有3臺大型大水磨床、2臺大型龍門銑床、2臺精銑機床等。為滿足客戶生產急需模具材料要求,公司的加工部與專業熱處理廠家服務配套,能從鋼材胚料,精板加工到熱處理一步到位,增加效率縮短生產周期。