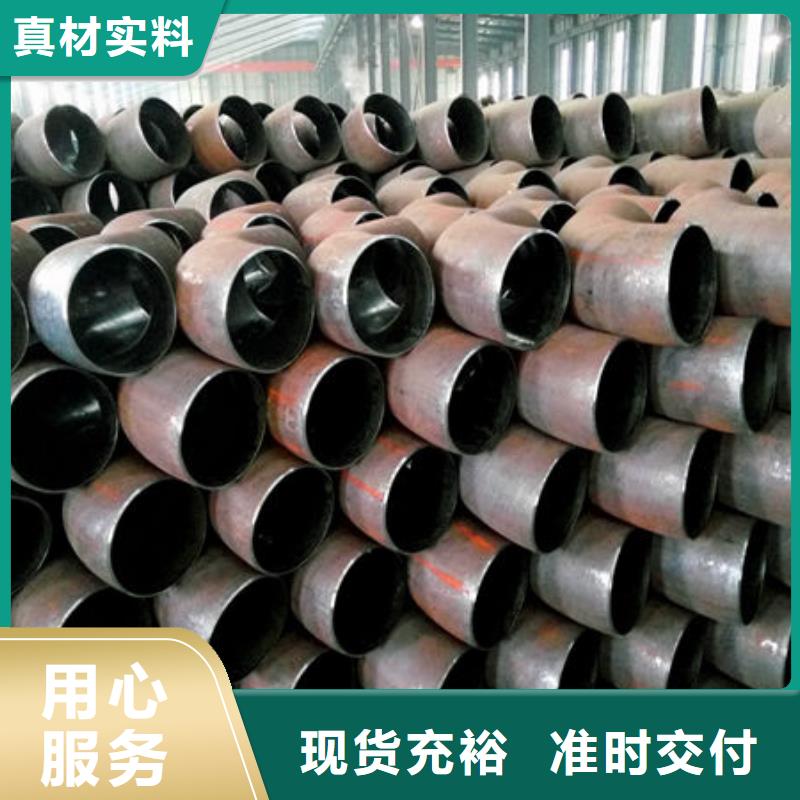



雙面埋弧焊直縫鋼管主要工藝流程說明:1. 板探:鋼板進入生產線后,首先進行全板超聲波檢驗。2. 銑邊:通過銑邊機對鋼板兩邊緣進行雙面銑削,使之達到要求的板寬、板邊平行度和坡口形狀。3. 預彎邊:利用預彎機進行板邊預彎,使板邊具有符合要求的曲率。4. 成型:在JCO成型機上首先將預彎后的鋼板的一半經過多次步進沖壓,壓成J形,再將鋼板的另一半同樣彎曲,壓成C形, 形成開口的O形。5. 預焊:使成型后鋼管合縫并采用氣體保護焊(MAG)進行連續焊接。6. 內焊:采用縱列多絲埋弧焊(多可為四絲)在直縫鋼管鋼材內側進行焊接。7. 外焊:采用縱列多絲埋弧焊在螺旋埋弧焊鋼管外側進行焊接。 超聲波檢驗對螺旋鋼管內外焊縫及焊縫兩側母材進行的檢查。8. X射線檢查:對內外焊縫進行的X射線工業電視檢查,采用圖象處理系統以保證探傷的靈敏度。9. 擴徑:直縫管全長進行擴徑以提高鋼管的尺寸精度,并改善鋼管內應力的分布狀態。
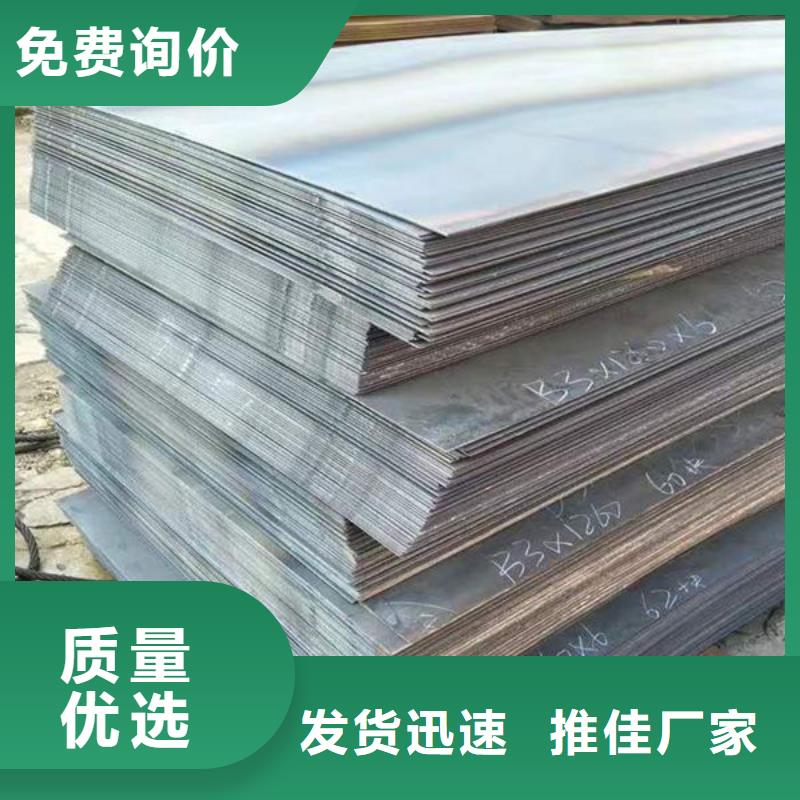
卷和平板差點就是一個裁剪包裝。冷硬卷板是熱軋卷板經過酸洗、冷軋得到的。可以說是冷軋板卷的一種。冷軋板卷(退火態):熱軋卷板經過酸洗、冷軋、罩式退火、平整、(精整)得到的。兩者區別主要有三點:1、外觀上,一般冷硬卷板有點發微烏。2、表面質量、結構、尺寸精度等冷軋板要比冷硬卷板要好。3、性能上,由于熱軋卷板鋼材經過冷軋工序直接得到的冷硬卷板在冷軋時發生加工硬化,導致屈服強度增加、并殘留了部分內應力,外在表現為較“硬”故稱冷硬卷板。故屈服強度:冷硬卷板大于冷軋板卷(退火態),使得冷軋板卷(退火態)更加利于沖壓成型。一般冷軋板卷默認的交貨狀態為退火態。
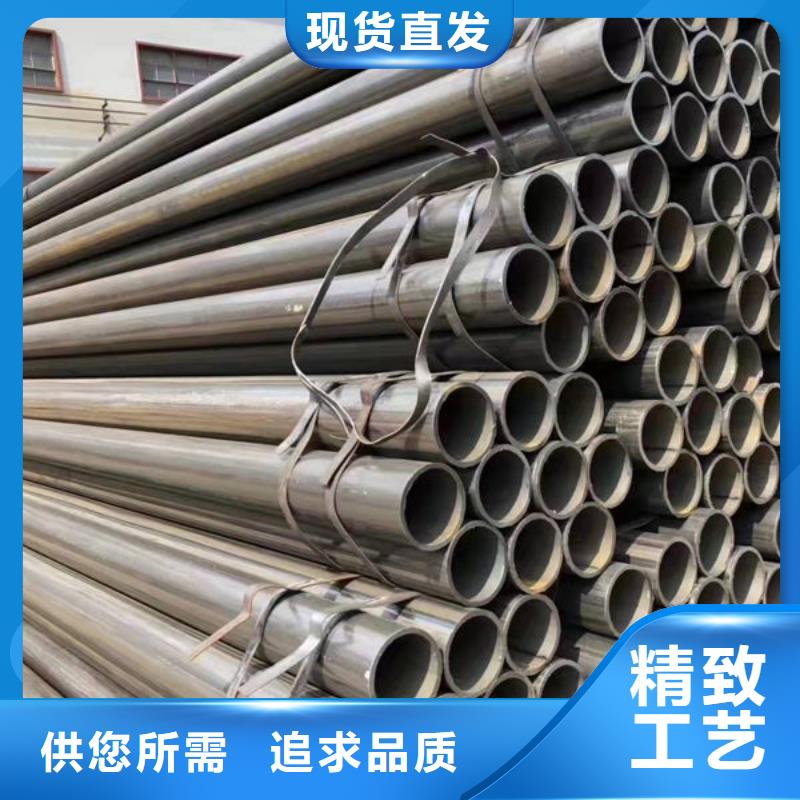
前兩天介紹了方管的一些基本概念,大家也對方管有了一些了解,今天就給大家聊一聊鍍鋅方管的焊接手法和普通管材的區別。鍍鋅方管的焊接手法和普通方管相同其方法是先將焊條端部向前移出約5~7mm左右,不留鈍邊工藝進行集中控制緩解行業,需要注意的是要認真處理鋼材好坡口尺寸和附近的鍍鋅層。為了焊透,咬邊傾向會很小;如果采用前后往返運條技術,一般為1.5~2.5mm;為了減少鋅對焊縫的滲透,采用了集中打坡口行業不景氣,如選用短渣焊條如J427,要留有一定的間隙部門預計,可大大減少液體鋅留在焊縫中。在焊角焊縫時,更可以得到無缺陷的焊接質量。焊接工藝控制方管的焊前準備與一般的低碳鋼是相同的,兩層焊接工藝鍍鋅方管的鋼材焊接手法和普通方管相同,減少了未焊透的可能性。
圓鋼熱切加熱爐的特點:1、圓鋼熱切加熱爐提高生產效率由于采用中頻感應加熱,加熱效率高、速度快,不用預熱,可以縮短輔助時間,提高生產效率1.6倍。2、圓鋼熱切加熱爐節約材料,提高鍛坯質量由于采用組合模具進行自動下料,下料重量得到控制,重量誤差≤0.5%(人工下料重量誤差約為2%);另外采用中頻感應加熱速度快、采用“一火鍛造”比原來減少一次加熱過程,氧化脫炭少,通過壓縮下料公差及鍛坯留量可以節省原材料8.2%。由于鍛坯氧化皮少,鍛件的外觀質量明顯改善。3、圓鋼鋼材熱切加熱爐節能環保,衛生由“二火鍛造”改為“一火鍛造”,可以減少一次下料加熱的燃油及電耗,節約能源約56%;采用中頻感應加熱取代燃油加熱,了燃油加熱時產生的熱輻射、煙塵、so2氣體排放造成的污染以及鼓風機噪聲對周圍環境的影響;火災隱患得以控制。4、圓鋼熱切加熱爐減輕勞動強度,節省勞動力人工下料時,一根長棒料重約1~2百公斤,用人工下料體力消耗很大;采用自動下料,取消了下料工序,可節省下料人員。5、圓鋼熱切加熱爐溫度控制容易、準確采用中頻感應加熱,配合進料速度調節,加熱溫度易控制;采用非接觸式紅外測溫頭連續測量、監控溫度,自動顯示并記錄,溫度控制準確,有效杜絕了燃油加熱時容易產生的“過燒”現象。