



您可能對(duì)靖江本地以下產(chǎn)品新聞也感興趣
更新時(shí)間:2025-04-10 20:49:27 瀏覽次數(shù):5 公司名稱:聊城 廣順交通設(shè)施有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 20/件 |
| 發(fā)貨期限 | 1-7 |
| 供貨總量 | 50986 |
| 運(yùn)費(fèi)說(shuō)明 | 電聯(lián) |
| 質(zhì)量等級(jí) | A |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 齊全 |
| 產(chǎn)品規(guī)格 | 齊全 |
| 發(fā)貨城市 | 全國(guó) |
| 產(chǎn)品產(chǎn)地 | 山東 |
| 產(chǎn)品型號(hào) | 齊全 |
| 可售賣地 | 全國(guó) |
| 是否進(jìn)口 | 否 |



云海旭金屬材料有限公司
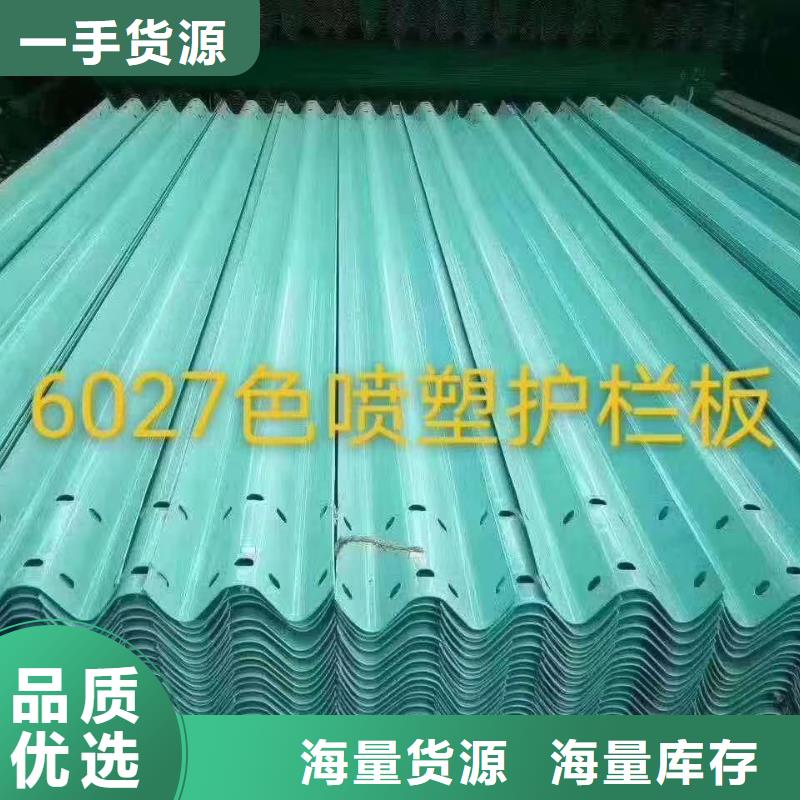
靖江GR-Am-2E護(hù)欄板銷售
材料根據(jù)施工圖紙和設(shè)計(jì)要求,采購(gòu)工程所需各種原材料。欄桿確定材料符合圖紙?jiān)O(shè)計(jì)要求無(wú)誤后,才得進(jìn)入加工車間加工制作,確保不合格材料不進(jìn)現(xiàn)場(chǎng)使用。制作工藝各項(xiàng)欄桿按照?qǐng)D紙?jiān)O(shè)計(jì)要求并根據(jù)圖紙所示圖樣和現(xiàn)場(chǎng)實(shí)際規(guī)格尺寸制作。
材料進(jìn)入現(xiàn)場(chǎng)制作安裝之前做防銹處理,制作過程中,定位尺寸要準(zhǔn)確,該磨口的地方磨口。保證角度拼裝準(zhǔn)確精細(xì)。進(jìn)行拼裝時(shí),焊接部位要焊平,對(duì)接部位要嚴(yán)密,保證平整度橫平豎直。焊接部位的焊口必須滿焊,做到焊口無(wú)斷縫,漏焊,無(wú)沙眼,焊口要打磨光滑,平整度達(dá)標(biāo)。
護(hù)墻欄桿加工為半成品用鋼絲輪除銹,表面進(jìn)行防銹處理完好后再做面漆處理,保證欄桿表面的整潔。施工:項(xiàng)目負(fù)責(zé)人人,負(fù)責(zé)人人,焊工人,安裝工人,油漆工人。主要機(jī)具安排:預(yù)埋件及鐵藝護(hù)欄安裝水平安裝工藝鐵藝護(hù)欄均按照所提供的標(biāo)準(zhǔn)線為欄桿安裝水平標(biāo)準(zhǔn)。
安裝工藝產(chǎn)品到達(dá)施工現(xiàn)場(chǎng)后按圖紙上所規(guī)定的位置及尺寸準(zhǔn)確安裝就位,確定好標(biāo)高及垂直平整度。應(yīng)按照甲方要求與圖紙?jiān)O(shè)計(jì)要求進(jìn)行定位,確保達(dá)到設(shè)計(jì)要求與驗(yàn)收規(guī)范。預(yù)埋件安裝根據(jù)圖紙?jiān)O(shè)計(jì)要求和施工現(xiàn)場(chǎng)的實(shí)際情況準(zhǔn)確無(wú)誤的定位,避免造成不在一條平行線上。
高速公路護(hù)欄包括護(hù)欄板和立柱,立柱間距一般為2米和4米,2米間距立柱主要在危險(xiǎn)路段使用。高速公路標(biāo)準(zhǔn)段每公里用250塊護(hù)欄板。立柱間距4米,每公里用250根立柱,端頭2個(gè),柱帽250個(gè),防阻塊250個(gè),連接螺栓250套,拼接螺栓2000套。
護(hù)欄用鋼按每公里護(hù)欄板和立柱用鋼計(jì)算。根據(jù)蘭格鋼鐵信息研究中心對(duì)部分高速公路和市政道路的調(diào)查、統(tǒng)計(jì),估計(jì)每公里護(hù)欄用鋼量約為90-100噸左右。由此估算出期間高速公路用鋼量約在300萬(wàn)噸,后兩年高速公路護(hù)欄用鋼約在122萬(wàn)噸;而2013年全年高速公路護(hù)欄用鋼約在78萬(wàn)噸左右。
”期末高速公路護(hù)欄用鋼大幅增長(zhǎng)據(jù)蘭格鋼鐵信息研究中心測(cè)算,依據(jù)公路行業(yè)規(guī)劃目標(biāo),及公路行業(yè)的運(yùn)輸需求情況(旅客運(yùn)輸需求量和貨物運(yùn)輸需求量),采用多種方法(回歸模型、彈性系數(shù)、比。
公路護(hù)欄在我們生活中起到了重要的作用,為我們的起到了保駕護(hù)航的作用,下面來(lái)了解一下高速公路護(hù)欄的要求:標(biāo)準(zhǔn)護(hù)欄板總長(zhǎng)度4320毫米(安裝完畢后凈剩4米)立柱間距4米。兩波形梁護(hù)欄板的寬度310mm,波高85mm板厚:3mm、4mm;理論重量:3mm厚的為416kg4mm厚的為655kg;每公里3MM厚的重13噸,4MM厚的重1388噸。
欄板銷售")
欄板銷售") 對(duì)所采取的復(fù)層焊接→過渡層焊接→基層焊接的焊接順序, 原則上可以理解為復(fù)層母材的焊接工藝評(píng)定與相對(duì)應(yīng)的耐蝕堆焊焊接工藝評(píng)定的組合焊接工藝評(píng)定, 但需要注意耐蝕堆焊焊接工藝評(píng)定的覆蓋范圍是否滿足要求。
不銹鋼復(fù)合鋼管道在基層或復(fù)層焊前需要預(yù)熱時(shí), 預(yù)熱溫度參照相關(guān)規(guī)范中各種材質(zhì)的預(yù)熱溫度, 過渡層的預(yù)熱根據(jù)基層或復(fù)層材質(zhì)來(lái)確定,當(dāng)基層和復(fù)層都需要預(yù)熱時(shí), 按預(yù)熱溫度高的一側(cè)執(zhí)行。 由于焊接工程中雜質(zhì)受熱會(huì)分解成 H2O 和 CO2, 在熔池內(nèi)產(chǎn)生大量的氣體, 嚴(yán)重時(shí)發(fā)生爆裂破壞熔池。 因此, 焊接前應(yīng)用棉紗將接觸層的油、 漆、 垢及氧化層等清理干凈, 油污或贓物沾染嚴(yán)重的應(yīng)用細(xì)砂紙打磨, 酒精脫脂, 丙酮清洗,直至露出金屬光澤。 焊接前還需對(duì)內(nèi)襯不銹鋼復(fù)合鋼管的基層和復(fù)合層進(jìn)行預(yù)熱。 均勻的預(yù)熱一方面可減小焊接應(yīng)力, 另一方面可降低焊接應(yīng)變速度, 有利于避免產(chǎn)生焊接裂紋。 預(yù)熱宜采用電加熱方法, 以對(duì)口中心線為基準(zhǔn), 兩側(cè)各不小于管壁總厚度的 3 倍, 且不小于 50 mm, 并防止過熱。
對(duì)所采取的復(fù)層焊接→過渡層焊接→基層焊接的焊接順序, 原則上可以理解為復(fù)層母材的焊接工藝評(píng)定與相對(duì)應(yīng)的耐蝕堆焊焊接工藝評(píng)定的組合焊接工藝評(píng)定, 但需要注意耐蝕堆焊焊接工藝評(píng)定的覆蓋范圍是否滿足要求。
不銹鋼復(fù)合鋼管道在基層或復(fù)層焊前需要預(yù)熱時(shí), 預(yù)熱溫度參照相關(guān)規(guī)范中各種材質(zhì)的預(yù)熱溫度, 過渡層的預(yù)熱根據(jù)基層或復(fù)層材質(zhì)來(lái)確定,當(dāng)基層和復(fù)層都需要預(yù)熱時(shí), 按預(yù)熱溫度高的一側(cè)執(zhí)行。 由于焊接工程中雜質(zhì)受熱會(huì)分解成 H2O 和 CO2, 在熔池內(nèi)產(chǎn)生大量的氣體, 嚴(yán)重時(shí)發(fā)生爆裂破壞熔池。 因此, 焊接前應(yīng)用棉紗將接觸層的油、 漆、 垢及氧化層等清理干凈, 油污或贓物沾染嚴(yán)重的應(yīng)用細(xì)砂紙打磨, 酒精脫脂, 丙酮清洗,直至露出金屬光澤。 焊接前還需對(duì)內(nèi)襯不銹鋼復(fù)合鋼管的基層和復(fù)合層進(jìn)行預(yù)熱。 均勻的預(yù)熱一方面可減小焊接應(yīng)力, 另一方面可降低焊接應(yīng)變速度, 有利于避免產(chǎn)生焊接裂紋。 預(yù)熱宜采用電加熱方法, 以對(duì)口中心線為基準(zhǔn), 兩側(cè)各不小于管壁總厚度的 3 倍, 且不小于 50 mm, 并防止過熱。
欄板銷售")
欄板銷售")
欄板銷售")
欄板銷售")