


產(chǎn)品詳細(xì)介紹


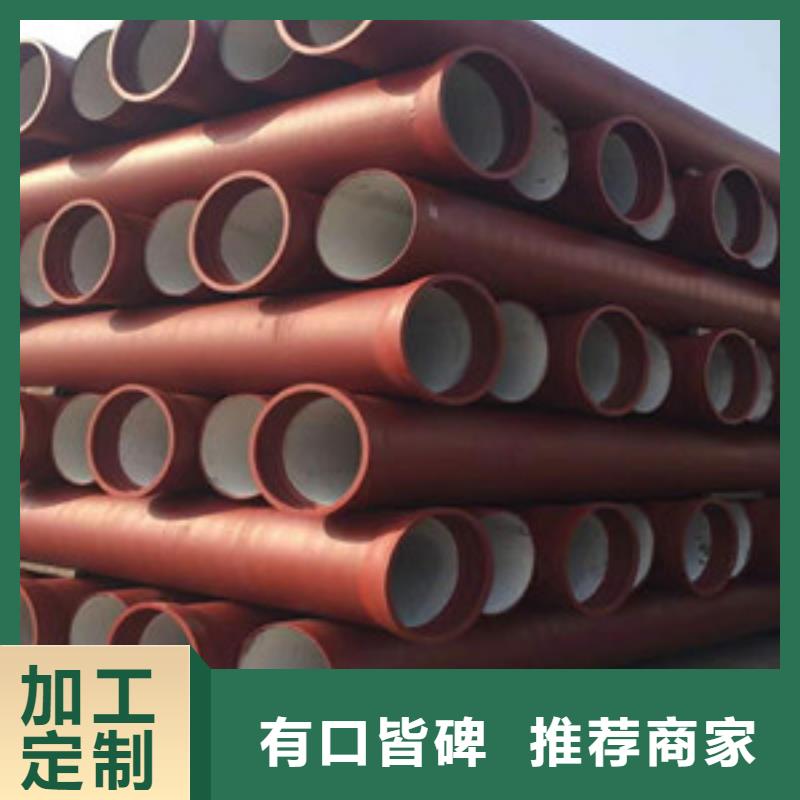
水冷金屬型離心鑄管機(jī)澆鑄而成,經(jīng)過退火、承插口修整、水壓試驗(yàn)、內(nèi)壁襯層水泥、水泥襯層養(yǎng)生、水磨水泥內(nèi)襯、砂型離心鑄鐵直管:砂型離心鑄鐵直管之材質(zhì)為灰口鑄鐵,適用于水及煤氣等壓力流體的輸送。連續(xù)鑄鐵直管:連續(xù)鑄鐵直管即連續(xù)鑄造的灰口鑄鐵管,適用于水及煤氣等壓力流體的輸送。外壁涂敷瀝青漆、瀝青漆烘烤、承口防銹處理、噴嘜頭及包裝等多道工序的精心處理,具有高強(qiáng)度、高延伸率、耐腐蝕的鋼筋鐵骨。太原球墨鑄鐵管的公稱口徑為80~2200毫米,與灰口鑄鐵管相比,強(qiáng)度大、韌性好、管壁薄、金屬用量少、能承受較高的壓力,有效長度有5米,6米及8米;按壁厚不同分P、G兩級(jí)。是鑄鐵管材的發(fā)展方向。太原球墨鑄鐵管采用煉鐵高爐生產(chǎn)的低磷、低硫的優(yōu)質(zhì)鑄造鐵水,按當(dāng)前國際上先進(jìn)的離心鑄造、退火工藝。
太原格瑞太原球墨鑄鐵管將膠圈上的粘著物清擦潔凈,把膠圈彎為“梅花形”或“8”字形裝入承口槽內(nèi),并用手沿整個(gè)膠圈按壓一遍,或用橡皮錘砸實(shí),確保膠圈各個(gè)局部不翹不扭,平均不合地卡在槽內(nèi);將潤滑劑平均地涂刷在承口設(shè)備好的膠圈內(nèi)外表、在插口表面面涂刷潤滑劑時(shí)要將插口線以外的插口部位悉數(shù)刷勻,坡口尤為重要;但也只能是補(bǔ)焊保證其概略完好無缺,讓你產(chǎn)品經(jīng)過品德關(guān),可是若是是操作性能上不能夠滿意作用,出格是管道遭受的壓力相當(dāng)大的話,那么用什么體式格局都是沒有用,必需要重新鑄造了做新的。太原球墨鑄鐵管管壁劈裂原因是是鑄造中沒有適當(dāng)?shù)募右恍┓纻溥^硬改變恰當(dāng)?shù)拇嘈栽斐蓻Q裂的有用身分。此建議你采用鑄鐵過錯(cuò)錯(cuò)誤修補(bǔ)機(jī),決裂是因?yàn)殍T造中熱處理時(shí)溫度過高。目前市場(chǎng)有賣,把管口內(nèi)的一切雜物予以清.除,并擦洗潔凈,由于任何附著物都有可能構(gòu)成接口漏水;清算膠圈、上膠圈。
太原球墨鑄鐵管建立熱擠壓過程本身所需的熱力學(xué)條件,擠壓筒的預(yù)熱為重要。擠壓筒的預(yù)熱可以提高其使用壽命。擠壓筒預(yù)熱時(shí),太原球墨鑄鐵管為了能快速地加熱,減小熱量損失,在外加熱的同時(shí),好能采用特殊可換式加熱器來預(yù)熱擠壓筒的內(nèi)部,為了保持壓入套筒時(shí)在套筒和擠壓筒內(nèi)產(chǎn)生的預(yù)應(yīng)力,內(nèi)加熱非常必要。若僅強(qiáng)烈的外加熱,太原球墨鑄鐵管擠壓筒內(nèi)襯套的結(jié)構(gòu)形式,包括內(nèi)襯套的內(nèi)徑和形狀,內(nèi)襯套外徑與中套內(nèi)徑的配合;除了過盈配合之外,還有多種形式的配合,如圖7-4所示。擠壓筒內(nèi)襯套經(jīng)熱處理后,太原球墨鑄鐵管其硬度HRC達(dá)到40~45;在不重車的情況下,使用壽命達(dá)到1500~4000次。除此之外,擠壓筒使用時(shí),為了給水將使預(yù)應(yīng)力降低從而,惡化擠壓筒套筒的工作能力。
太原球墨鑄鐵管也要在管溝上鋪一層細(xì)砂。 隨著螺紋鋼和冷軋鋼卷價(jià)格反彈,國內(nèi)鋼鐵市場(chǎng)迎來久違的回暖。“當(dāng)時(shí)對(duì)于鋼鐵價(jià)格反彈的持續(xù)性,業(yè)內(nèi)分歧非常大,甚至春節(jié)之后整個(gè)行業(yè)都沒有形成統(tǒng)一的認(rèn)識(shí),直到4、5月份才形成一致預(yù)期。太原球墨鑄鐵管工作壓力≦1Mpa,則實(shí)驗(yàn)壓力乘1.5倍,太原球墨鑄鐵管當(dāng)工作壓力大于1Mpa則實(shí)驗(yàn)壓力為工作壓力加上0.5Mpa。若管溝的基礎(chǔ)太軟,會(huì)引起管道的非均勻沉陷,因此要對(duì)地基進(jìn)行處理,可在挖好的溝底鋪一層碎石和砂子;若管溝的地基是巖石層,為避免巖石與管外壁剛性接觸引起的管身損傷。