



更新時間:2025-01-22 22:39:08 瀏覽次數:1 公司名稱:許昌 建貿機械設備有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 26000 |
| 發貨期限 | 24h |
| 供貨總量 | 999 |
| 運費說明 | 包郵 |
| 最小起訂 | 1 |
| 質量等級 | 特級 |
| 是否廠家 | 是 |
| 產品材質 | 鋼 |
| 產品品牌 | 河南建貿 |
| 產品規格 | JMRLJ-3000 |
| 發貨城市 | 河南長葛 |
| 產品產地 | 河南長葛 |
| 產品型號 | JMRLJ-3000 |
| 可售賣地 | 全國 |
| 產品重量 | 3.5t |
| 質保時間 | 一年 |
| 設備名稱 | 鋼筋籠繞筋機 |
| 型號 | JMRLJ3000型 |
| 加工范圍 | 400-3000MM |
| 整機重量 | 3500KG |
| 安裝尺寸 | 16*5M |




2、壓平滾焊時的搭接量比一般滾焊時要小得多,約為板厚的1~1.5倍,焊接的同時壓平接頭,焊后的接頭厚度為板厚的1.2~1.5倍。通常采用圓柱形面得滾輪,其寬度應全部覆蓋接頭的搭接部分,焊接時要使用較大的焊接壓力和連續的電流。
3、為了節省金屬,減輕重量,減小焊接結構的變形,并疲勞強度,半自動鋼筋籠滾焊機可采用以箔帶做墊片的對接滾焊。采用的箔帶可以是不銹鋼或鈦合金箔帶,也可以是同類金屬。
4、銅線電極滾焊是解決鍍層鋼板滾焊時鍍層粘著滾輪的有效。焊接時,將圓銅線不斷地送到滾輪與板件之間,銅線呈原狀連續輸送,經過滾輪后又連續繞出且不會污染滾輪。
5、半自動鋼筋籠滾焊機焊接波紋管和膜盒時,因零件薄,剛度小,焊接處窄,多采用輔助夾具滾焊。通常情況下,夾具采用銅合金制造,以保證良好的導電性及散熱能力。鋼筋籠繞筋機
鋼筋籠滾焊機應用場地準備要求:
場地硬化的大小:45米長,15米寬(含盤筋架安裝位置),遮雨棚高3.5設備及遮雨蓬的安裝要考慮設備退場方便(17米超長車進出及裝車);電力:50KW電源(含對焊、電焊、設備,設備本身的裝機容量為30KW左右),準備電源箱在盤筋架附近;安裝設備需吊車、水平儀等基本工具,接管設備人員應參與設備安裝調試,以便以后設備的使用及維護。
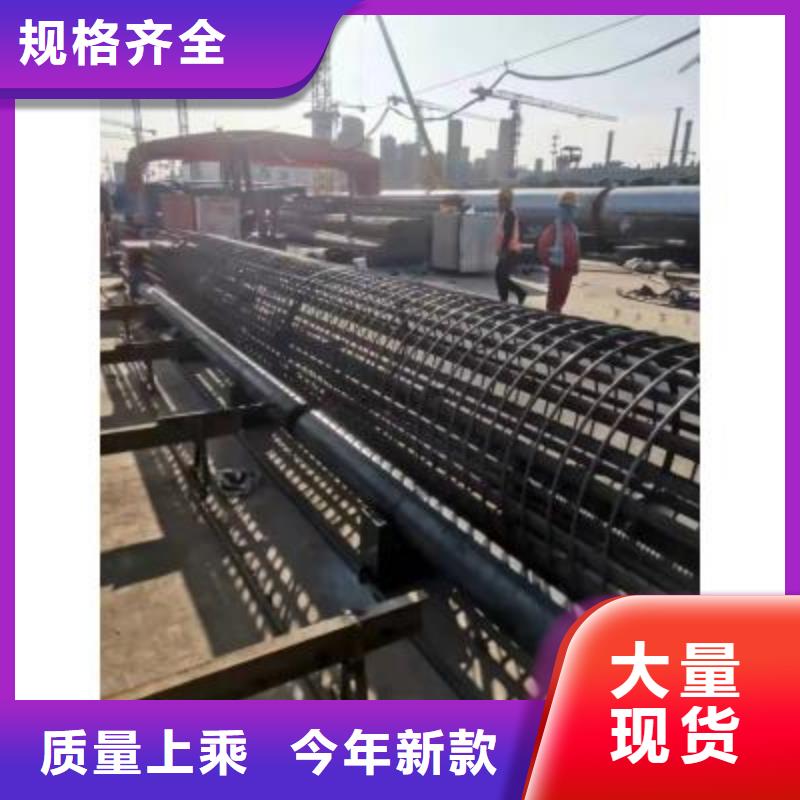
鋼筋籠滾焊機應用領域:高鐵建設、地鐵建設、高速公路、高層建筑、橋梁建設、隧道建設等施工項目中鋼筋籠使用。
鋼筋籠滾焊機是系統控制,全自動,一體化生產鋼筋籠的鋼筋加工設備。相比之前傳統工藝,節省鋼筋調直、鋼筋彎曲機、焊接設備、人工焊接工序、以及繞筋機,減少鋼筋加工中心占地空間,減少75%人工成本,一體化生產加快了50%以上工期推進,降低15%材料成本浪費,是目前鋼筋籠加工的 鋼筋加工設備。鋼筋籠繞筋機

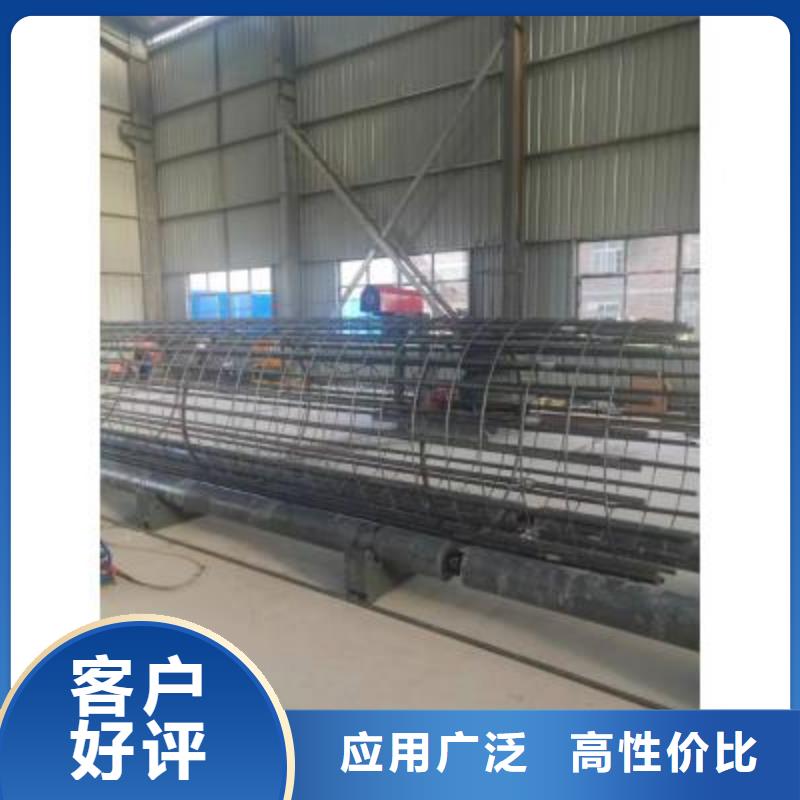
b)上料 把主筋安放到主筋料架上,每次安放主筋的數母符合設計圖紙中鋼筋籠主筋數云要求;把口盤箍筋安放到箍筋料架上,并讓箍筋穿過箍筋矯直機構;鋼筋籠繞筋機
c)穿筋、固定 主筋通過分料盤穿過固定盤到移動盤,并在移動盤對其進行固定,主筋的間距符合設計圖紙要求,按照設計圖紙的要求,把加工好的加強鋼筋箍放到主筋籠內;
d)起始焊接 將箍筋和主筋交叉焊接固定,箍筋并排連續繞兩圈,并與主筋焊接牢固;
e)正常焊接 分料盤和固定盤同步旋轉,使箍筋連續在主筋上纏繞,并進行焊接;同時移動盤按照箍筋間距設置的參數,在拖動系統下緩慢向前移動,并按照設計要求,對加強鋼筋箍進行定位焊接;
f)終止焊接 一節鋼筋籠箍筋焊接完成后.終止焊接作業;
s)切斷箍筋 根據一節鋼筋籠箍筋預留的長度,把箍筋切斷;

3、數控鋼筋籠滾焊機運行過程中,嚴禁對電氣部分進行遮蓋,要保持散熱順暢;
4、設備運行2個月左右后,要對斷路器、馬達接線端子、電箱內接線端子,在電源切斷的情況下進行重新緊固;
5、2個月左右要對減速機、液壓站油量進行定期檢查。若不足,需要進行添加,如有漏油現象要進行及時進行修理;
6、每個星期要對所有的潤滑油嘴進行打黃油一次;
7、設備正常運行2個月左右,要對所有的螺栓、螺帽進行重新緊固;鋼筋籠繞筋機
8、每周要定期用油漆毛刷或微風吹風機電氣柜中的灰塵,保持電氣柜內清潔,否則可能會引起短路燒壞設備的事故發生;
9、對配套設備,如液壓站的維護保養請參閱相應產品使用說明書(嚴防進水、拆卸相應零部件嚴防灰塵和其他臟物進入)。
 河南三門峽鋼筋籠繞籠機無中間商
<三門峽>建貿機械設備有限公司
河南三門峽鋼筋籠繞籠機無中間商
<三門峽>建貿機械設備有限公司
鋼筋加工行業經過多年的摸索和發展,施工現場對鋼筋加工設備的使用要求也逐步提高。原始的手工制作、機械加工日漸不能滿足現階段和以后鋼筋加工行業的需要,數控鋼筋加工設備的應用勢必推動整個行業的發展。公司主要產品有:鋼筋籠繞筋機、數控鋼筋彎曲機、數控彎箍機、全自動鋼筋籠滾焊機、手提式液壓彎曲機、鋼筋鐓粗機等一系列鋼筋加工設備。公司產品主要用于高速公路、高速鐵路標準化建設領域、房屋建筑領域的鋼筋加工場或施工現場,重點服務對象為中鐵、中交、各省路橋等施工企業及專業的鋼筋加工廠。
鋼筋籠繞筋機設備介紹:按接頭形式的不同,滾焊可分為搭接滾焊、壓平滾焊、墊箔帶零件對接滾焊、銅線電極滾焊、輔助夾具滾焊等
1、搭接滾焊同點焊一樣,搭接接頭可用一對滾輪或用一個滾輪和一根芯軸電極進行滾焊,接頭的搭接量與點焊相同。搭接滾焊通常用的雙面[1]滾焊外,還有單面單縫滾焊、單面雙縫滾焊和小直徑圓周滾焊等,當板件寬大或其他原因滾盤從兩面接近工件時,可以采用單面滾焊。當在大型零件表面上焊接安裝座等小零件而且有一定氣密性要求時,可采用相互垂直放置的滾盤周緣滾焊。