

82352<晉中>神悅鋼材有限公司

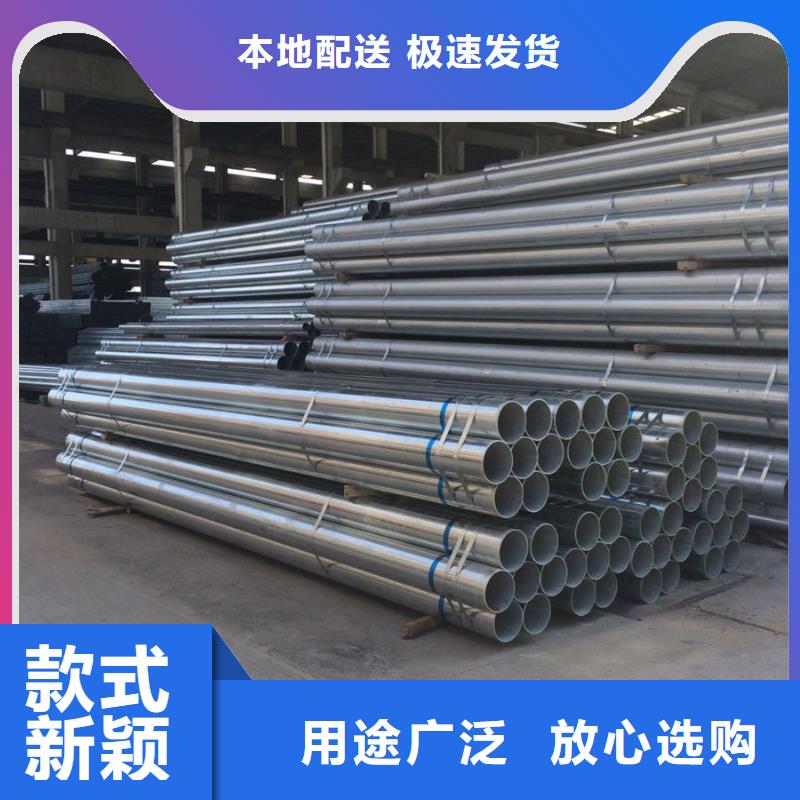
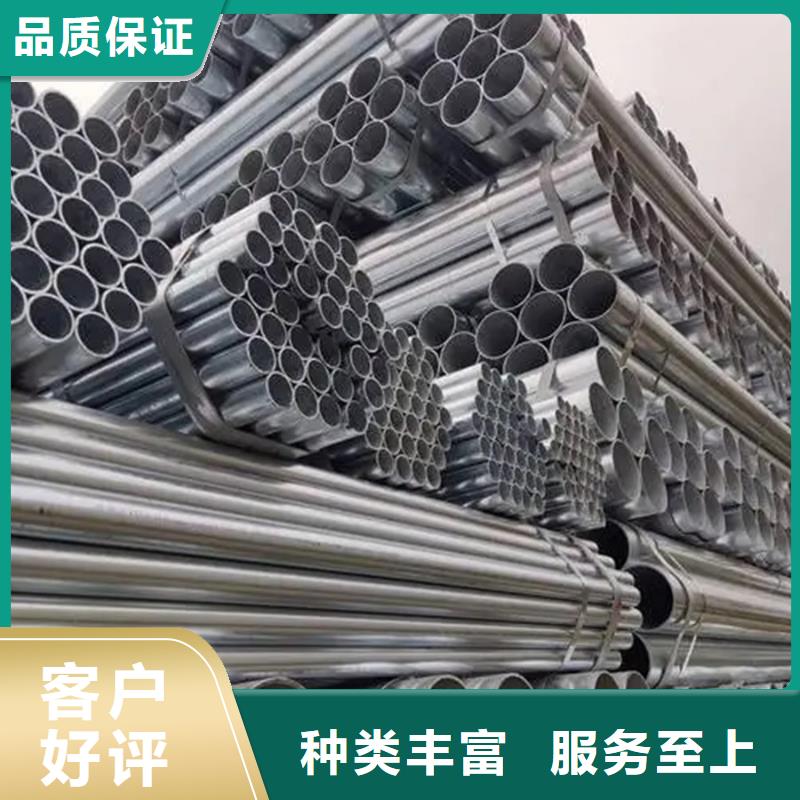
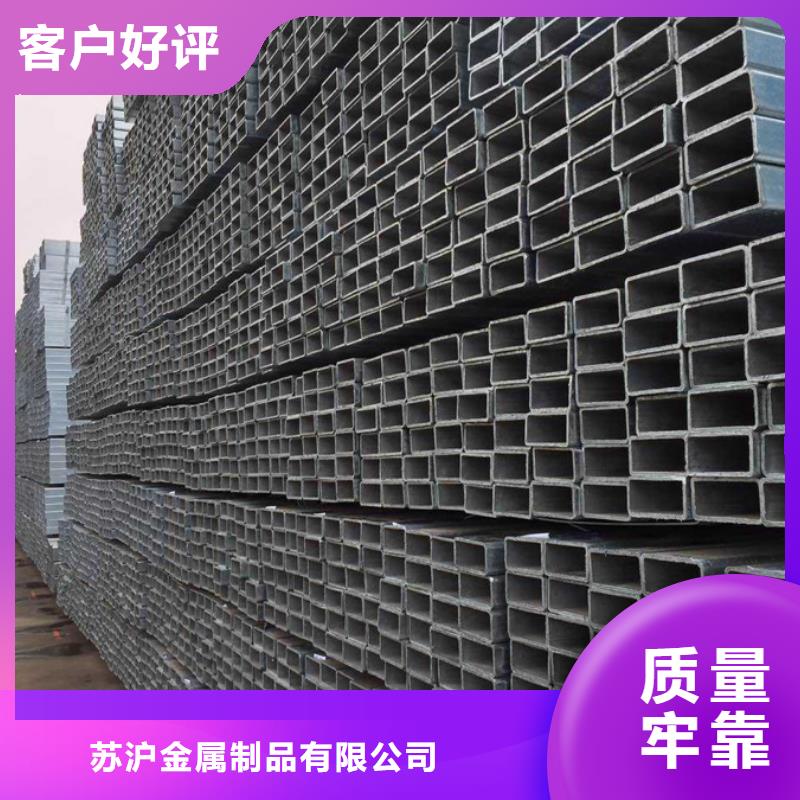
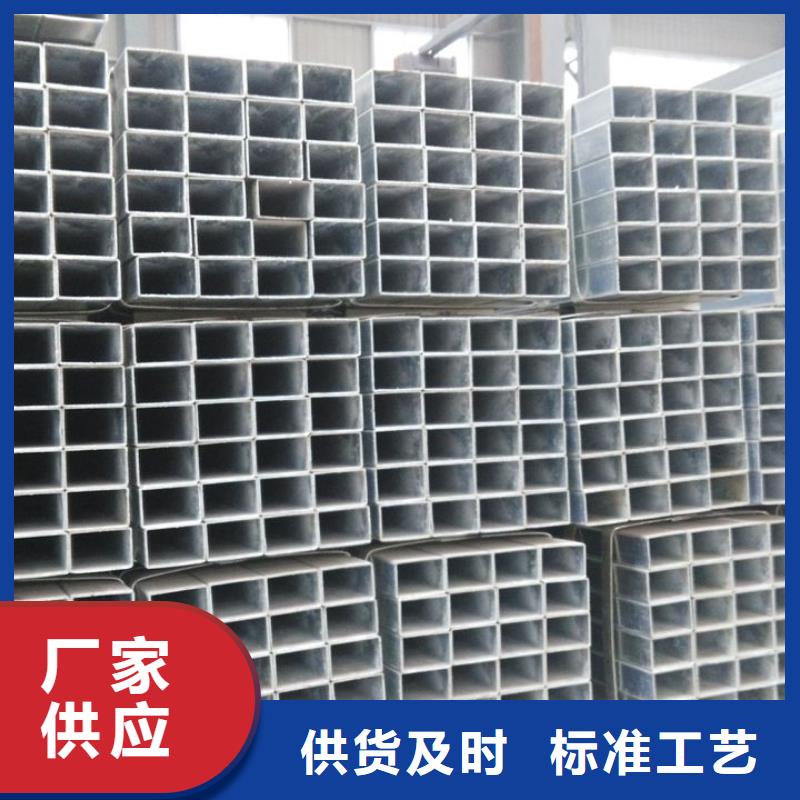
為了更好地使晉中16mn鍍鋅管具有潔白亮麗的外觀設計和良好的耐腐蝕性能,除熱鍍鋅工藝外,還可以采用磷化工藝。鍍鋅方管是優(yōu)良的建筑材料和建筑裝飾材料。在日常生活中很常見,獲得了用戶的五星級好評。鍍鋅方管在價格和質量方面都非常好。此外,它還具有普通無縫鋼管無法超越的幾個優(yōu)點。鍍鋅方管具有非常強的耐腐蝕性,即使放置在潮濕寒冷的地形上也不會出現(xiàn)大問題。因為鍍鋅方管表面涂有一層鋅,便于維護。在正常應用的所有過程中,如果遇到腐蝕更嚴重的化學物質,盡量對表面的集成IC進行蝕刻,這樣對內部的金屬復合材料會有維護作用。 因此,晉中16mn鍍鋅方管的外觀更獨特,應用周期更長。權威專家分析,鍍鋅方管的應用范圍擴大了很多,因為它在防腐、減摩、水溶性等領域都非常好,所以也可以融入更復雜的地形。這個產品可以在很多場館和很多領域看到。在有機廢氣環(huán)境污染的空氣中,鍍鋅方管鍍鋅層的耐腐蝕性能優(yōu)于鎘涂層,在水中或水平面上反之亦然。
晉中熱鍍鋅管焊接內開口時, 層至第三層必須小規(guī)格操作,因為其焊接是影響焊接變形的首要原因。 焊接一到三層后,清潔反面。 應用碳弧氣刨去除根部后,需要對焊縫進行機械設備打磨拋光,梳理焊縫表面進行滲氮處理,露出金屬織構,防止表面碳化樂觀而產生裂紋 . 外口要焊一次,內口會有一些余料。焊接第二層鍍鋅無縫管時,焊接方向應與 層相反,以此類推。 華爾鋼熱鍍鋅鋼管每層焊接接頭應間隔15-20mm。焊接鍍鋅無縫管時,兩名焊工的焊接電流、焊接速度和焊接疊數(shù)應保持一致。 焊接時,焊接應從起弧板開始,在起弧結束板上結束。焊接后切斷并打磨和拋光清潔。 焊后熱處理:熱處理工藝應在焊縫焊好后12小時內進行。 如果不能立即進行熱處理工藝,應采用保溫、緩冷等方法。 調質處理完畢后,應使用兩個熱電阻測溫,將熱電阻焊在焊縫的兩側。

由于深海前沿地區(qū)剩余的大型油氣田的開發(fā)和設計,創(chuàng)造了新的推動力,新的設備和管道布線技術也將再次進行。 晉中鍍鋅方管自動化焊接技術分析晉中鍍鋅方管的主要工業(yè)生產在海邊管道層面。 這種超級技術的一個突出例子是水下管道的電焊問題。 某公司擴大了水下電焊艙的使用,將更換的管道連接起來,或者“用延中管熱插進一根大口徑鋼管,電焊工作就是在套管內驅動冷水的自然環(huán)境” 晉中鍍鋅管在電焊表面保持稀有氣體,以獲得良好的焊接效果。本公司現(xiàn)采用一種鎢極氣體保護焊和氬弧焊在主根部。焊接泥漿實用為滿足項目附加質量要求而投入運營,該企業(yè)還將其SPLIGE III資金投入使用,這是第三代水下焊接艙,可用于海底輸油管道的連接和維修, 進行干氣超標氣壓焊接,大口徑鋼管總直徑可達36英寸以上,混凝土外5英寸以上,管道深度可達1000英寸。