


聯系我們

氬弧聯焊培訓技校報名電話
更新時間:2025-05-04 03:15:04 ip歸屬地:太原,天氣:晴,溫度:19 瀏覽次數:5 公司名稱:保定 全日制大專(太原分公司)
| 產品參數 | |
|---|---|
| 產品價格 | 2980/個 |
| 發貨期限 | 不限 |
| 供貨總量 | 600 |
| 運費說明 | 自理 |
| 培訓方式 | 全日制線下脫產學習,以實踐為主 |
| 學期 | 1個月、4個月、8個月、1年、3年 |
| 學費 | 學期不同,收費不同,具體電話咨詢 |
| 授課地點 | 保定市南二環1956號 |
| 開課日期 | 隨到隨學 |
| 招生條件 | 面向全國,14周-60周不限男女,均可報名 |
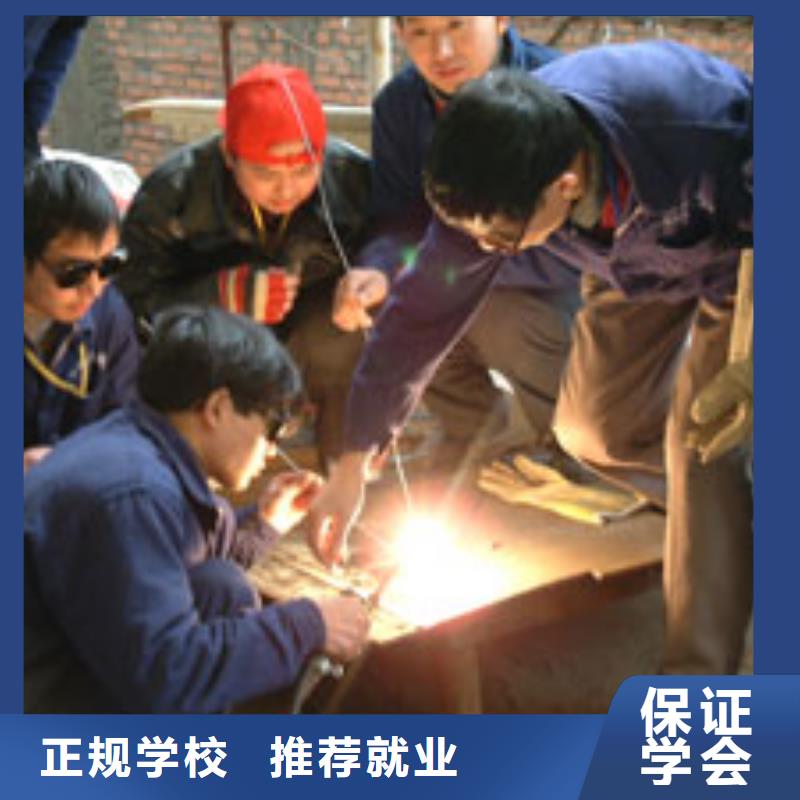

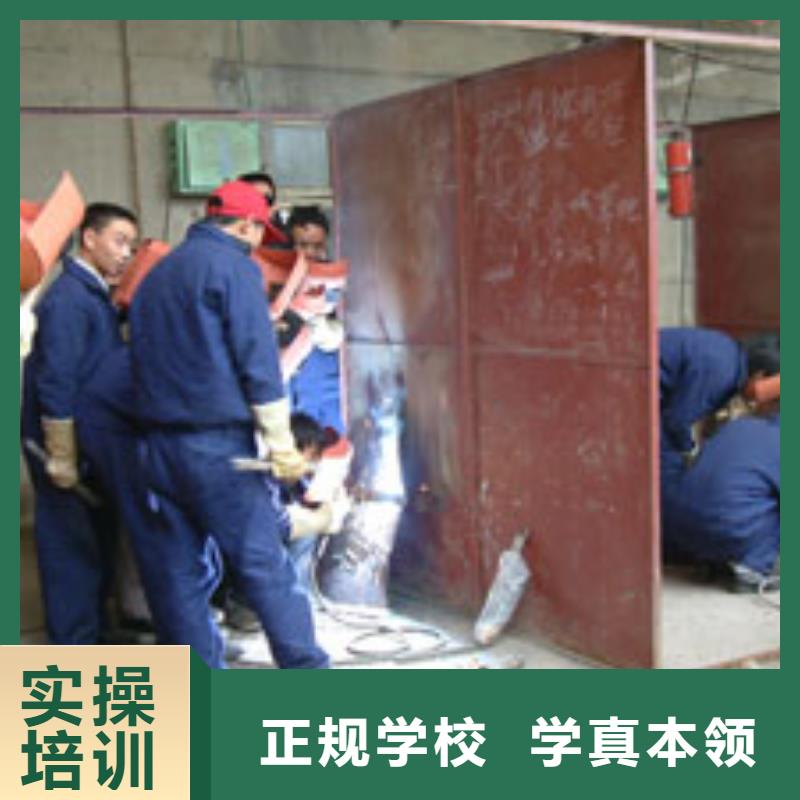








氣焊、氣割、電焊設備的使用與操作,注意事項等,以操作為主。
一、焊條電弧焊的焊接過程
開始焊接時,在焊條與焊件之間,先接短路,然后立即起焊條到一定距離,將電弧引然,在電弧的高溫作用下使藥皮、焊芯及工件熔化,形成熔池。
焊條的焊芯熔化時,是以熔滴的形式向熔池過渡的。藥皮熔化過程中產生的氣體充滿在電弧和溶池周圍,產生的熔渣覆蓋在液體金屬上面,起著保護液態金屬的作用,同時和熔化了的焊芯、母材發生一系列的治金反應,這種反應能精煉焊縫金屬,提高焊縫質量。

氣焊:
是利用氣體燃燒火焰作為熱源的一種熔化焊方法,氣焊可以焊接平、立、橫、斜各種空間位置的焊縫。
氣焊主要采用對接接頭,而角接接頭和卷邊接頭只在焊接薄板時使用,很少采用搭接接頭和T型接頭,因為這種接頭會使焊后產生較大變形。焊接前,必須重視對焊件的清理工作,清出焊絲和焊接頭處的油污、鐵銹及水份等,以保證焊接接頭的質量。
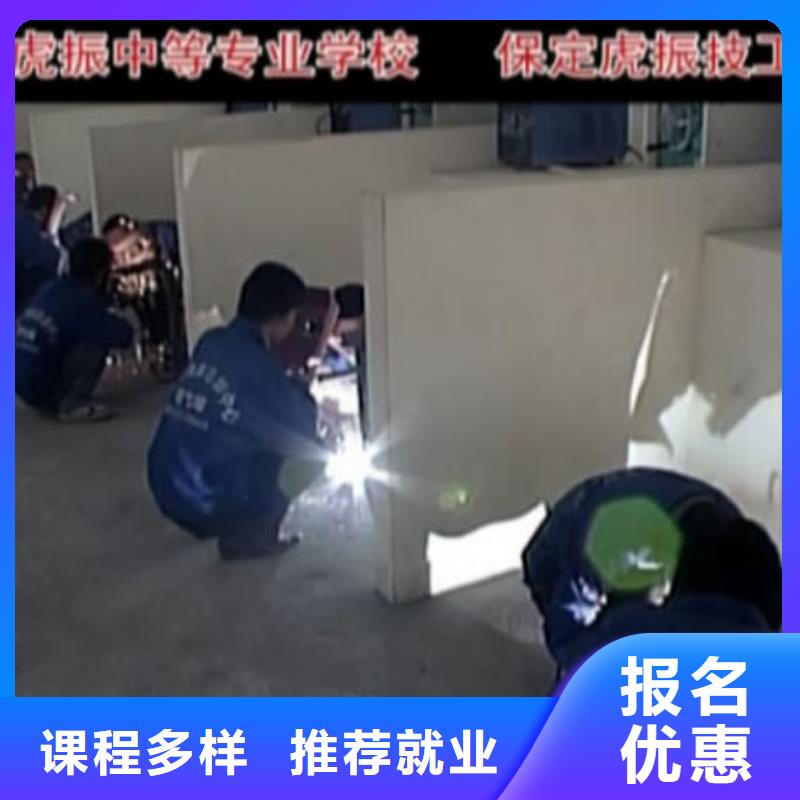
氬弧焊:
是以氬氣作為保護氣體的一種氣體保護電弧焊方法。
由于氬氣是一種惰性氣體,它不與金屬起化學反映。被焊金屬中的合金元素不會氧化煤損,而且在高溫時不溶解于液態金屬,使焊縫金屬不易產生氣孔。同時氬氣對電弧和熔池金屬的保護是有效和可靠的,可以得到較高的焊接質量 
焊接材料的選擇
焊絲原則上選擇與母材成分相同的鋁及鋁合金焊絲或板條。氬氣純度>99.95%,盡量選用大直徑焊絲。在Al-Mg系鋁合金的弧焊中,通常都是推薦使用CB-AMr2、CB-AMr3、CB-AMr6、CB- AMr61、CB-AMr63、1557、1577焊條,對Al-Cu系鋁合金則推薦用01201和01217。
4.2組對與點固焊
因為鋁及鋁合金管導熱快、熔池結晶快,所以.組對時不留間隙、鈍邊,應避免強制進行,以減少焊接後產生較大的殘餘應力,定位焊縫長度10-15mm為易。定位焊位置在管的7點、9點、12點處。定位焊焊縫常做為正式焊縫留存,因此發現題目應及時處理。焊前對定位焊表面黑粉、氧化膜進行,並將兩端修成緩坡型。
2、近代工業的興起,電弧焊逐漸應用于手工業生產
1)上述古時春秋戰國的有關事實充分證明,我國是一個具有悠久焊接培訓歷史的 ,但不是電弧焊
2)電弧焊是在電能成功地應用于工業生產之后才出現的。
3)1985年蘇聯發明碳弧焊至今以有百余年的歷史(發明人是別那爾道斯)
4)電弧焊初期,焊接培訓工藝是成熟的,以及在生產中的應用受到很大限制
5)在各國焊接培訓工作者的努力下,20世紀40年代才形成較完整的焊接培訓工藝體系