

聯系我們

- 景德鎮水下堵漏-本地潛水團隊
- 有現貨的六邊形蜂巢格室供應商
- 江蘇南京卡通人偶服裝制作什么價/社團毛絨玩具專賣
- 選購差壓變送器HW3851DP4S22M2全國統一價
- 江蘇南京卡通人偶服裝制作廠家/精品毛絨玩偶品類多
- PDS474H-1CS63AC-AA03-A1DN/G61價格資訊
- 智能顯示儀XMT-H84-16-021A百看不如一問
- 景泰縣304不銹鋼無縫管DN100 批發零售304不銹鋼無縫管DN100
- 304不銹鋼冷扎板在線報價覆膜拉絲304不銹鋼
- 跨線橋外側景觀欄桿大廠家選的放心
- 本市潛水工程隊-創新管理
- 南通市崇川電纜回收-廢鋼管回收資金雄厚
- 水下工程公司-誠心誠立
- 襯塑-鍍鋅內涂塑鋼管品質之選
- 【護欄】,道路景觀護欄工廠認證
dn200K9球墨鑄鐵管常用指南
更新時間:2025-01-17 18:36:06 瀏覽次數:2 公司名稱: 鑫福興管業有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 3000/噸 |
| 發貨期限 | 1天 |
| 供貨總量 | 100萬噸 |
| 運費說明 | 現付 |
| 最小起訂 | 1 |
| 質量等級 | K9 |
| 是否廠家 | 是 |
| 產品材質 | 球墨鑄鐵 |
| 產品品牌 | 鑫福興 |
| 產品規格 | DN80-DN1400 |


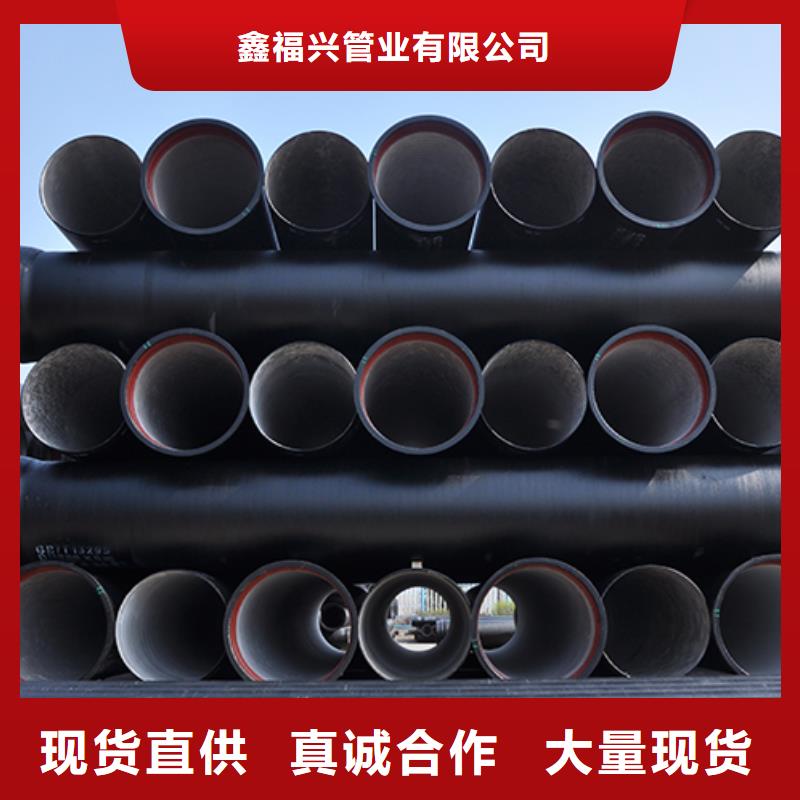

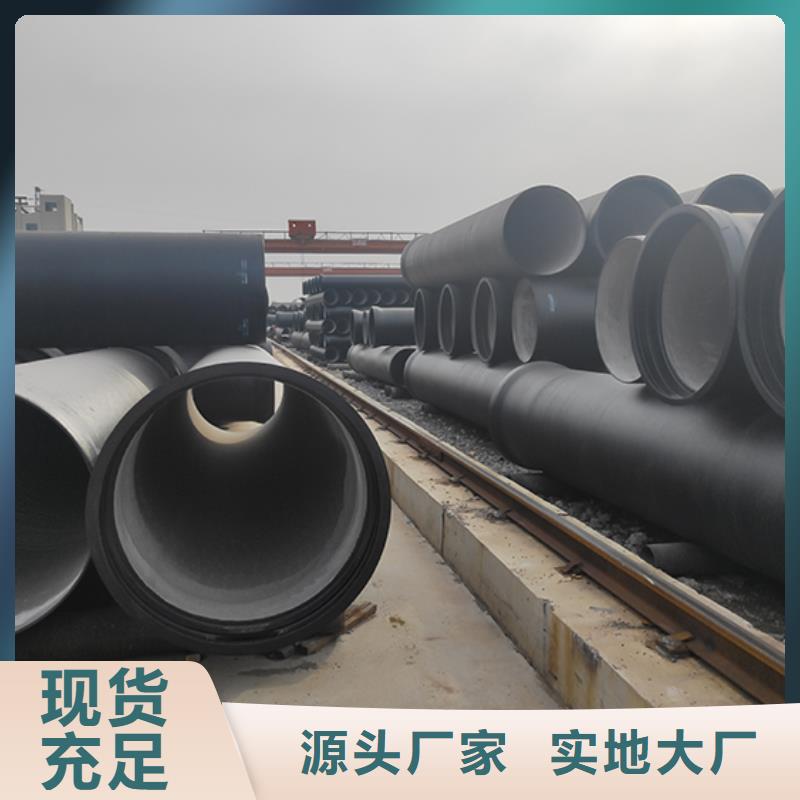
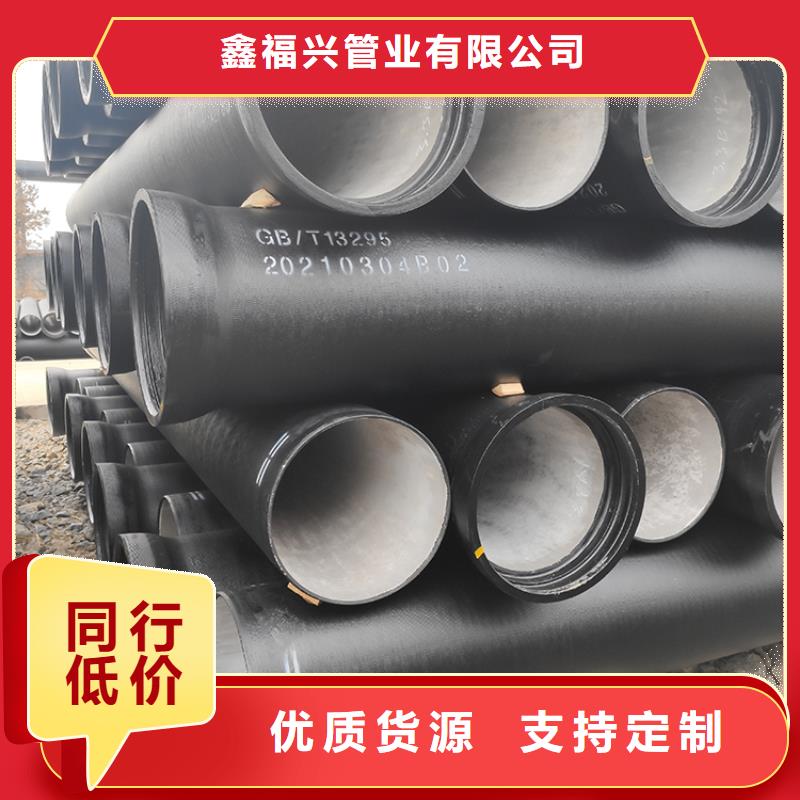
白銀dn200K9球墨鑄鐵管常用指南
<白銀>鑫福興管業有限公司


引進世界上的水冰金屬型離心鑄管工藝和設備,生產離心球墨鑄鐵管,是國內早按I02531標準生產球鐵管的廠家。公司集煉鐵鑄管生產于一身,經過不斷發展和積累。擁有燒結機球團豎爐高爐鑄鐵機等煉鐵設備,可年產生鐵150萬噸;擁有混鐵爐電爐離心鑄管機等鑄管設備,可年產DN80-DN1200球鐵管20萬噸。國內生產柔性鑄鐵管(排水用鑄鐵管)及管件的龍頭制造商。20年被評為鑄造業。鑄鐵管采用離心鑄造技術(土作坊均用模具生產,外表粗糙,耐用性差),引進了國內的流水線生產體系,鑄鐵管厚薄與同類生產廠家相比更加均勻,鑄鐵管密度均一,外表十分光滑美觀,耐用性強。歡迎新老顧客來電垂詢我公司是從事柔性鑄鐵管柔性抗震鑄鐵管排水鑄鐵管配套管件及球墨鑄鐵管球墨鑄鐵井蓋的制造企業。公司有二十多年生產***,并且通過了I001—20質量管理體系認證,為全國鑄造行業協會會員。本廠引進的熱膜涂料水冷金屬型離心鑄造工藝,高標準開發生產GB/Tl2772-20離心機制柔性鑄鐵水管管件及球墨鑄鐵井蓋井蓖。主要產品有W型柔性鑄鐵管柔性抗震鑄鐵排水管柔性抗震鑄鐵管B型柔性接口承插口排水用鑄鐵管球墨鑄鐵井蓋井蓖及管件等系列產品300多個品種。
#球墨鑄鐵管#球墨鑄鐵管具有優良優良的特性,在排氣管中取代了灰口鑄鐵。隨著溫度的升高,硅鋁合金型材球鐵將得到進一步應用。采用球鐵的小環和輪殼零件有明顯的發展趨勢。(二)如何通過磨割方法切割球墨鑄鐵管?磨削切割法切割球墨鑄鐵管是用砂輪切割球墨鑄鐵管直至斷裂。采用磨削方式切割球墨鑄鐵管時,應先在切割部位做好標記,以免切割時產生偏差。將拔出的球墨鑄鐵管放入切割機中,固定好球墨鑄鐵管,并用內置卡箍夾緊。接下來,啟動切割機,逐漸向切割機手柄施加壓力。砂輪切入球墨鑄鐵管,直到球墨鑄鐵管被切斷。在手柄上施加壓力時,一次不要用力過大,否則砂輪會斷裂。機器運轉時,操作人員不得站在帶砂輪的一側,以免發生事故。砂輪切割時,可能會振動、抖動或不穩定,必須立即停止操作。檢查砂輪有無斷裂或缺口。如有破損,必須及時更換,確保正常使用。球墨鑄鐵管如有毛邊妨礙使用時,可用砂輪或銼刀打磨光滑。現在一般球墨鑄鐵管供應在國際水平上有點欠缺,如果能按照以上標準加以改進,就可以達到國際水平。使用磨割方法切割鑄鐵管時,不要不小心傷害自己。

以彎頭為倒,若做長半徑彎頭,如鋼管,要先選定規格,提出管料。擴徑率,通過理論計算,一般擴徑率在33%-35%之間,倒推回去。短半徑219mm的一般的擴徑率為50%。選好原料后,按彎頭規格下料,再考慮曲率半徑 比如,90°的彎頭,通過其曲率可以算出下多長料可加工出90°的彎頭。通過理論計算可算出,然后以該長度為定尺進行切斷。 把料進行熱推制。推制機大家可能都看過,實際很簡單。它是一個牛角狀芯頭或芯棒,芯棒由細變粗,推制過程是一個擴徑帶彎曲的過程。后邊有支撐,把下料管段穿入芯棒,后邊有一牌坊架將芯棒固定。中間有一小車,小車有的通過液壓傳動,有的通過機械傳動即絲杠傳動,然后往前推小車。小車推著管子順著芯棒往前走,芯棒外有一個感應圈,把管子加熱,加熱好,然后小車把管子推下,就加工好一個。推好后,彎頭要就此熱狀態下進行整形。因為有的彎頭處理不當后,就會扭曲,這是不允許的。另外,推頭后一般都是前端外徑大,要通過整形模進行整形。整形模實際上是一個壓力機,要有一套模具,兩個半圓弧,上下各一個。整形后的外徑就達到了成品的尺寸要求了。壁厚就以來料的壁厚進行控制。彎頭和管子的壁厚公差都是相同的,均為±12.5%。在推制過程中,正常情況下壁厚不應當發生變化,但如果因為工具原因,有的地方會發生減壁現象,所以一般提料時,壁厚要加一些余量,如彎頭是8.18mm的壁厚,一般都提8.5mm左右的管子,防止在推制時由于局部減厚而超差。整好形后,彎頭的外徑、壁厚尺寸都達到了要求。下面就進行精整工序,經過噴丸處理,把彎頭內外表面的氧化鐵皮去除,把兩端進行坡口處理以便于焊接。再經過檢查、打鋼字、噴涂漆、包裝等工序后,就可以出廠了。以上是24″以下以無縫鋼管作為原料的彎頭生產方法,超過24″以后即600mm以上的, 彎頭在2.032米~2.80米之間,是用鋼板做的。把鋼板按要求裁成料后,像uoe成型,也是通過沖模沖壓沖成圓形。有兩半然后再拼合、焊接。由于焊縫的存在,所以要進行無損探傷。由于有焊接應力的存在,所以還要進行熱處理。焊接彎頭多了兩道工序:一是探傷,一是熱處理。其他程序相同。 球墨鑄鐵管
xinfu