


更新時間:2025-01-21 15:47:59 瀏覽次數:3 公司名稱:聊城 鵬瑞管業有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 88/米 |
| 發貨期限 | 1天內 |
| 供貨總量 | 999999 |
| 運費說明 | 電議最低 |
| 最小起訂 | 1支 |
| 質量等級 | 合格品 |
| 是否廠家 | 廠家 |
| 產品材質 | 球墨鑄鐵 |
| 產品品牌 | 鵬瑞 |
| 產品規格 | DN100-2600 |
| 發貨城市 | 聊城 |
| 產品產地 | 山東 |
| 加工定制 | 是 |
| 產品型號 | DN100-2600 |
| 可售賣地 | 全國發貨 |
| 產品重量 | 噸 |
| 產品顏色 | 黑色等 |
| 質保時間 | 1年 |
| 適用領域 | 市政工地供水排水等 |
| 是否進口 | 否 |
| 質量認證 | 國標 |



高Ca的孕育劑,如CaSi,兼有脫硫脫氧和防白口及增加石墨核的作用,在二十世紀五、六十年代多有使用,后來由于焦碳和鐵液質量的改善,CaSi已很少單獨使用,偶見于與FeSi或FeSiRE復合使用。碳硅孕育劑中的碳(石墨)使這種孕育劑有十分的防止白口能力。對由高溫鐵液生產邊角多、壁厚較薄的灰鐵件時,較為適用。水壓薄壁件,有防滲漏要求時,亦可作為選項。球鐵生產中,碳硅孕育劑不應使用。出鐵槽大劑量孕育由各種形式的后孕育所替代是孕育方法發展的大趨勢。后孕育要講究孕育劑的粒度大小和粒度均勻性,特別是包口隨流孕育和澆注流噴射孕育時,粒度偏大,熔吸不良將在鑄件中產生硬點、晶間夾雜物等缺陷。當采用孕育劑時,切忌孕育過量、以防縮孔、氣孔和石墨偏聚現象的發生。型內孕育有多種方法,目前大多采用的是將塊狀孕育劑放在直澆道底部進行過流孕育,這種方法抓住了孕育的形核峰機,理論上可獲得的孕育效果。5.合金化鑄鐵常用的合金元素有Si、Mn、Cu、Cr、Mo、Ni、Sn、Sb、V、Ti、P等。其中Si、Mn、Cr、Mo、P以鐵合金形式加入,Cu、Ni、Sb、Sn以金屬形式加入,V、Ti以鐵合金或VTi生鐵形式加入。加入時機在爐后(沖天爐)、爐內(感應爐)還是爐前,需視它們的熔點、氧化性和密度等而定。為了便于高熔點鐵合金的熔吸,除控制粒度外,采用發熱合金劑或喂絲加入法是比較理想的措施。實踐表明,將一部分FeMn、FeCr與硅系孕育劑一起加入,對孕育有加權作用。在可能的情況下,推遲低合金化元素的加入時機,對性能影響有利。鵬瑞球墨鑄鐵管
<克拉瑪依>鵬瑞管業有限公司 克拉瑪依球墨鑄鐵管配件物流送貨上門
球墨鑄鐵管管件形成熱裂紋的理論原因和實際原因很多,但根本原因是鑄件的凝固方式和凝固時期鑄件的熱應力和收縮應力。液體金屬澆入到鑄型后,熱量散失主要是通過型壁,所以,凝固總是從鑄件表面開始。當凝固后期出現大量的枝晶并搭接成完整的骨架時,固態收縮開始產生。但此時枝晶之間還存在一層尚未凝固舶液體金屬薄膜(液膜),如果鑄件收縮不受任何阻礙,那么枝晶骨架可以自由收縮,不受力的作用。當枝晶骨架的收縮受到砂型或砂芯等的阻礙時,不能自由收縮就會產生拉應力。當拉應力超過其材料強度極限時,枝晶之間就會產生開裂。如果枝晶骨架被拉開的速度很慢,而且被拉開部分周圍有足夠的金屬液及時流入拉裂處并補充,那么鑄件不會產生熱裂紋。相反,如果開裂處得不到金屬液的補充,鑄件就會出現熱裂紋。由此可知,寬凝固溫度范圍,糊狀或海綿網絡狀凝固方式的合金容易產生熱裂。

 <克拉瑪依>鵬瑞管業有限公司
<克拉瑪依>鵬瑞管業有限公司
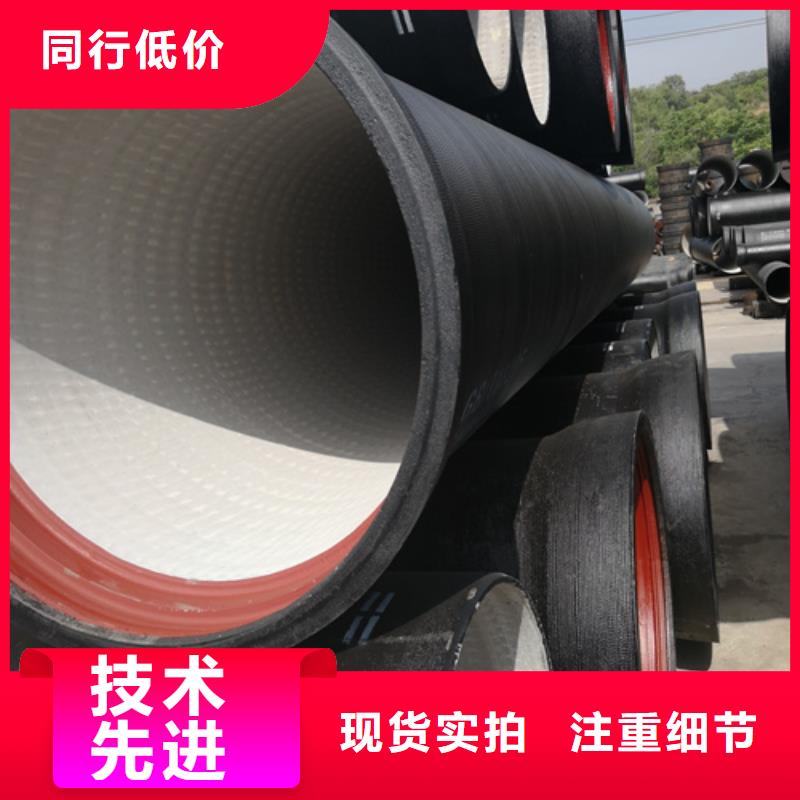
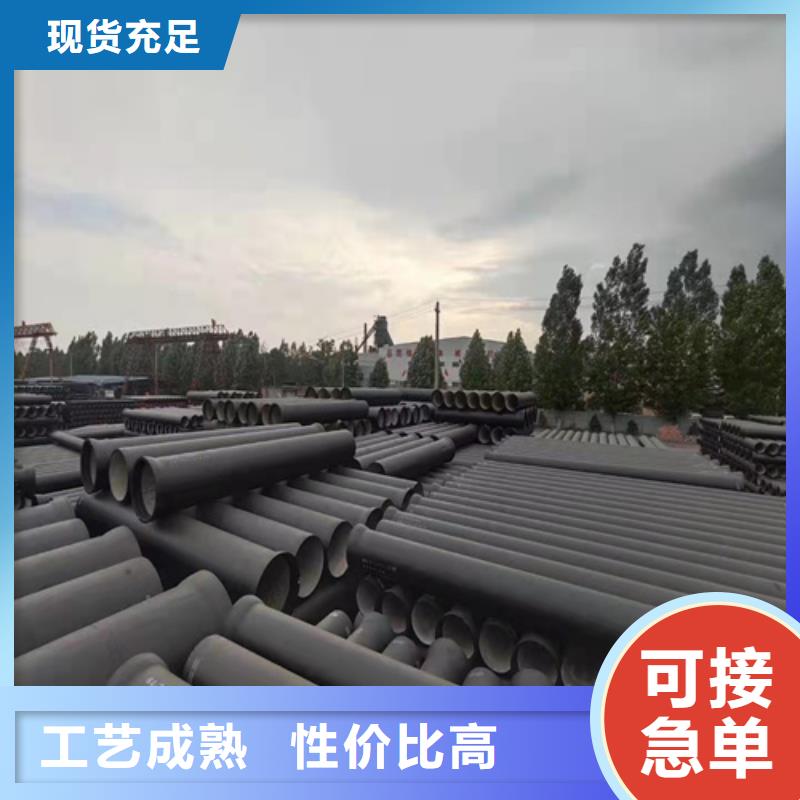
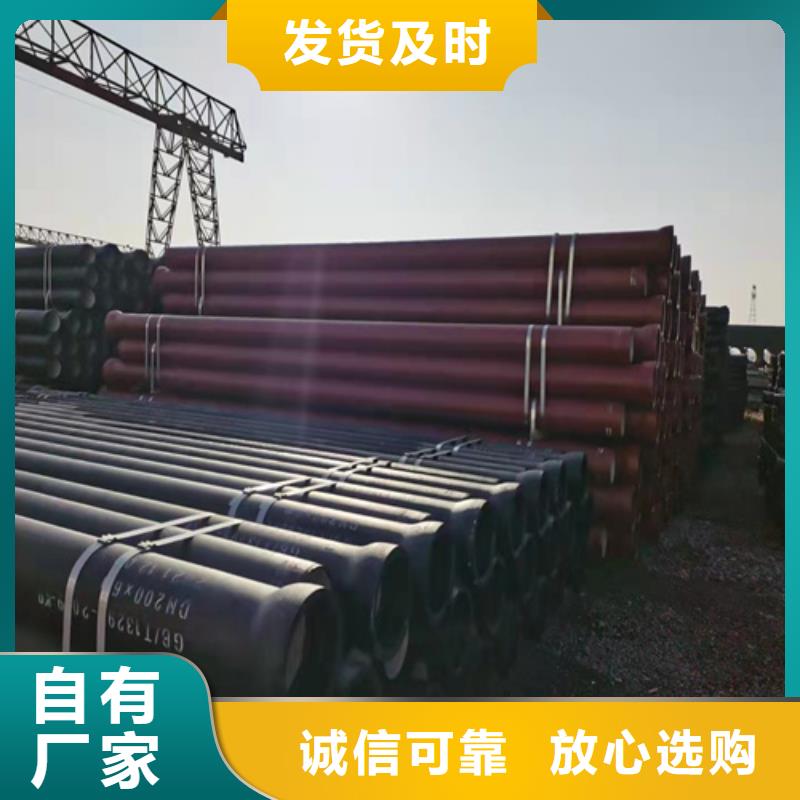
球墨鑄鐵管的性能檢測:退火后的球墨鑄鐵管立刻進行壓痕檢驗、外觀檢驗、壓扁試驗、拉伸試驗、硬度試驗、金相試驗等,不符合要求的管子予以報廢,不得進入下道工序。球墨鑄鐵管精整:球墨鑄鐵管噴鋅:根據顧客要求,利用高壓電噴機按ISO2531國際標準(130g/m2)進行噴鋅處理。修磨:合格的球墨鑄鐵管被送到三磨崗位進行外表的檢驗,并對每根管子的承、插口、內壁進行打磨和清理。球墨鑄鐵管水壓試驗:修正后的管子按標準進行水壓試驗,比ISO2531國際標準和歐洲標準高出10kg/cm2 ,確保子管子所能承受的內壓。山東鵬瑞球墨鑄鐵管公司主要銷售出產各種規格球墨鑄鐵管,我公司產品質量優質,始終堅持和貫徹“質量是企業生存之本,為用戶提供滿足的產品和服務是我們永恒的追求”的質量方針。產品榮獲 “銀牌”獎和“主要產品規格是DN80-DN1400 ,用戶滿足產品”稱號;

①、清理管口:將承口內的所有雜物擦洗干凈.②、清理膠圈、上膠圈:將膠圈上的粘著物清擦干凈把膠圈彎為“梅花形”或“8”字形裝入承口槽內并用手沿整個膠圈按壓一遍或用橡皮錘砸實確保膠圈各個部分不翹不扭均勻地卡在槽內.③、在插口外表面和膠圈上涂刷潤滑劑:將潤滑劑均勻地涂刷在承口安裝好的膠圈內表面、在插口外表面涂刷潤滑劑時要將插口線以外的插口部位全部刷勻.④、下管:應按下管的要求將管子下到槽底通常采用人工下管法或機械下管法.⑤、安裝機具設備:將準備好的機具設備安裝到位安裝時注意不要將已清理的管子部位再次污染.⑥、頂推管子使之插入承口:在安裝時為了將插口插入承口內較為省力、順利.首先將插口放入承口內且插口壓到承口內的膠圈上接好鋼絲繩和倒鏈拉緊倒鏈;直到插口插入承口全部到位承口與插口之間應留2mm左右的間隙并保證承口四周外沿至膠圈的距離一致.安裝過程中定管、動管軸心線要在一條直線上否則容易將膠圈頂出影響安裝的質量和速度.管道安裝要平管子之間應成直線遇有傾斜角時要小心.將連接管道的接口對準承口若插入阻力過大切勿強行插入以防橡膠圈扭曲.橡膠圈潤滑油宜用植物油;寒冷的冬季橡膠圈可用熱水預熱以減少硬度迅速安裝.另外如果你用的管材符合標準那就看膠圈是不是硬度級別沒達到標準或者說膠圈本身就不符合標準.