



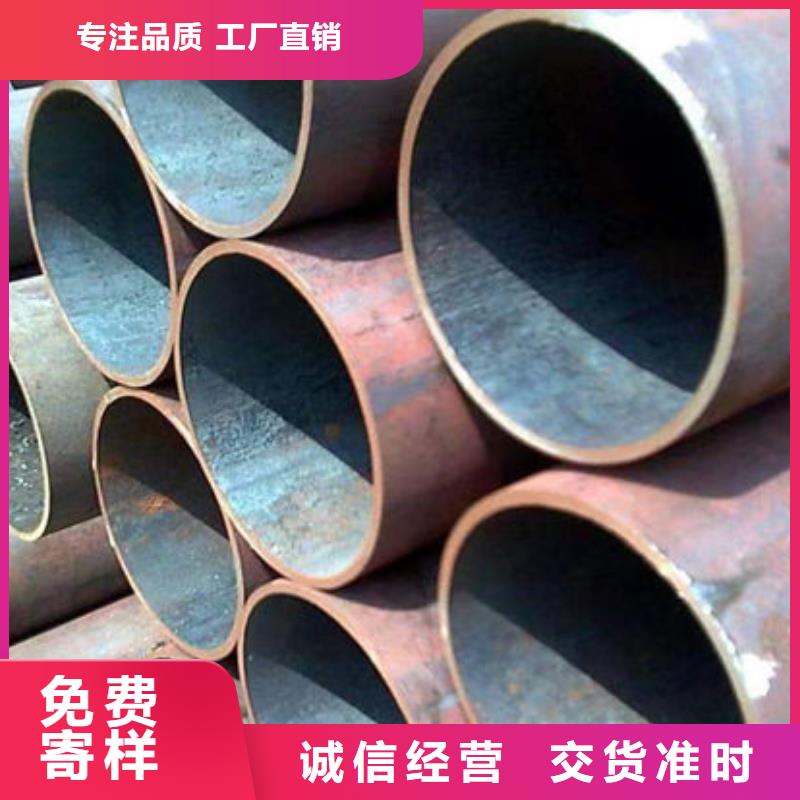




一般的無縫鋼管的生產工藝可以分為冷拔與熱軋兩種,冷軋無縫鋼管的生產流程一般要比熱軋要復雜,管坯首先要進行三輥連軋,擠壓后要進行定徑測試,如果表面沒有響應裂紋后圓管要經過割機進行切割,切割成長度約一米的坯料。然后進入退火流程,退火要用酸性液體進行酸洗,酸洗時要注意表面是否有大量的起泡產生,如果有大量的起泡產生說明鋼管的質量達不到相應的標準。外觀上冷軋無縫鋼管要短于熱軋無縫鋼管,冷軋無縫鋼管的壁厚一般比熱軋無縫鋼管要小,但是表面看起來比厚壁無縫鋼管鋼材更加明亮,表面沒有太多的粗糙,口徑也沒有太多的毛刺。
在進行高速線材軋制的過程中,可以使用鑄坯作為原料替代初軋坯的方式。這樣可以大大減少軋制過程中的能耗 損失,可以達到10%左右的。這樣就可以大量的減少金屬在 軋制過程中的損失,有效地提高加熱質量。為了生產可以具 有高質量的高速線材,可以使用連鑄空坯工藝技術,這種 進的技術可以不斷的提高軋制的技術水平,生產出高質量的鋼材。為了保證高速線材軋制的質量,要盡量降低開軋 的溫度。目前,國外的機械設備增設了水冷箱,保證軋制的 精軋溫度可以控制在900℃。也可在軋制機中設置冷水頭導 管,這樣可以將終軋溫度控制在800℃。超重軋制機可以滿 足700℃~750℃的軋制要求。
鋼材的理論重量是按鋼材的公稱尺寸和密度(過去稱為比重)計算得出的重量稱之為理論重量。這與鋼材的長度尺寸、截面面積和尺寸允許偏差有直接關系。由于鋼材在制造過程中的允許偏差,因此用公式計算的理論重量與實際重量有一定出入,所以只作為估算時的參考。鋼材的實際重量是指鋼材以實際稱量(過磅)所得的重量,稱之為實際重量。實際重量要比理論重量準確。毛重 是"凈重"的對稱,是鋼材本身和包裝材料合計的總重量。運輸的企業計算運費時按毛重計算。凈重 是"毛重"的對稱。鋼材毛重減去包裝材料重量后的重量,即實際重量,稱之為凈重。在鋼材購銷中一般按凈重計算。重量噸 按鋼材毛重計算運費時使用的重量單位。其法定計量單位為噸(1000kg),還有長噸(英制重量單位1016.16kg)、短噸(美制重量單位907.18kg)。計費重量 亦稱"計費噸"或"運費噸"。運輸部門收取運費的鋼材重量。不同的運輸方式,有不同的計算標準和方法。如鐵路整車運輸,一般以所使用的貨車標記載重作為計費重量。公路運輸則是結合車輛的載重噸位收取運費。鐵路、公路的零擔,則以毛重若干公斤為起碼計費重量,不足時進整。
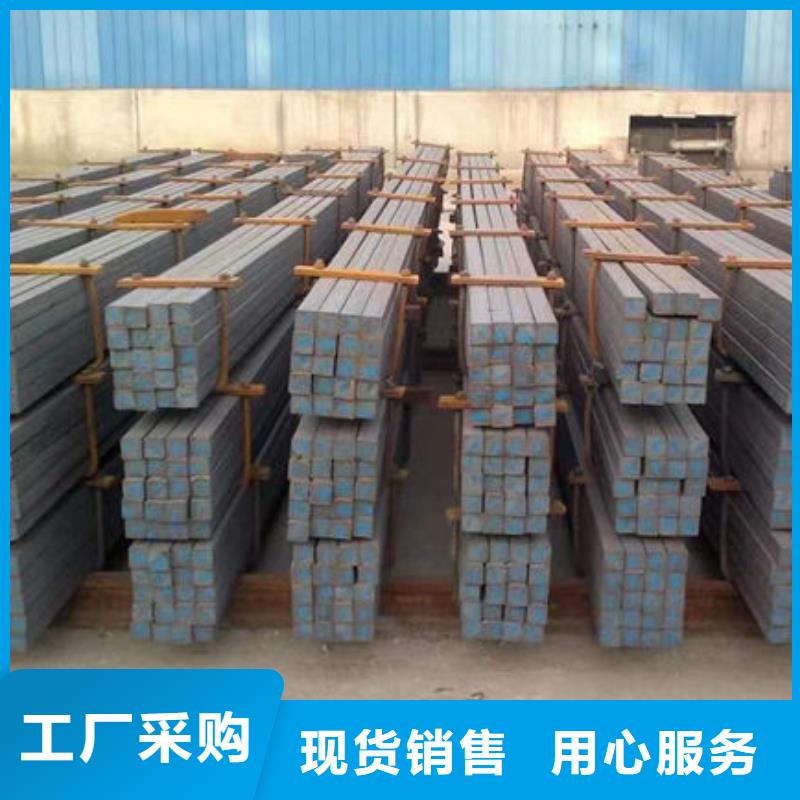
方矩管按生產工藝分:熱軋無縫方管、冷拔無縫方管、擠壓無縫方管、焊接方管。其中焊接方管又分為1、按工藝分——電弧焊方管、電阻焊方管(高頻、低頻)、氣焊方管、爐焊方管2、按焊縫分——直縫焊方管、螺旋焊方管。材質分類方管按材質分: 普碳鋼方管、低合金方管。1、普碳鋼分為:Q195、Q215、Q235、SS400、20#鋼、45#鋼等。2、低合金鋼材分為:Q345、16Mn、Q390、ST52-3等。方管按斷面形狀分類:1、簡單斷面方管:方形方管、矩形方管。2、復雜斷面方管:花形方管、開口形方管、波紋形方管、異型方管。
