



<南陽>九冶管業有限公司
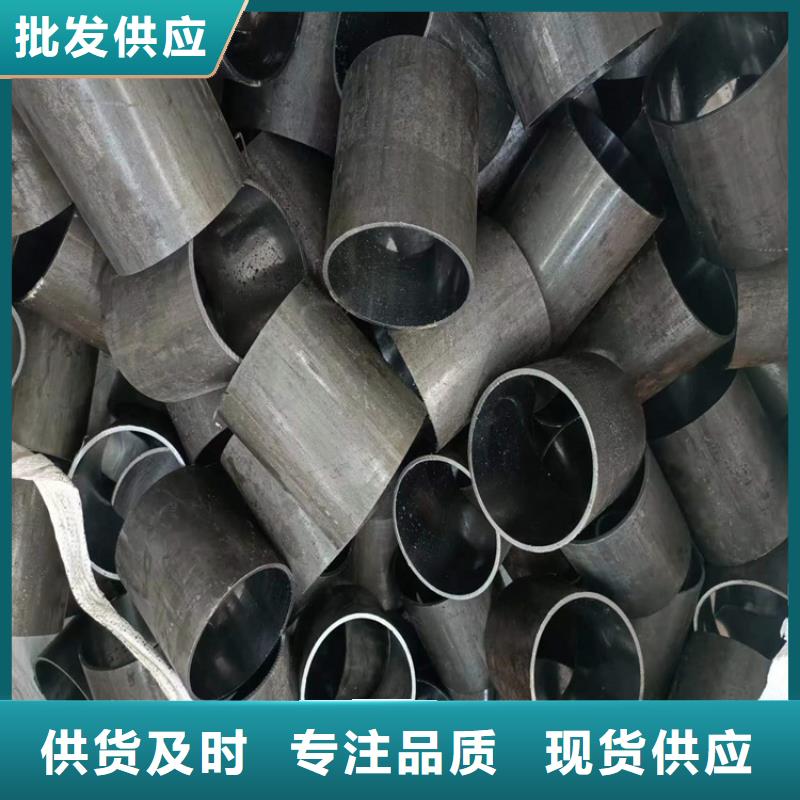
1、絎磨管存在微量變化和淺狀拉痕,可以采用珩磨工藝修復,也可采用鍍層修復。2、絎磨管內表面磨損嚴重,存在較深縱向拉痕的,按照實物進行測繪,由專業生產廠俺絎磨管制造工藝重新生產進行更換,近資料顯示,可運用TS311減磨修補修復大口徑絎磨管。減磨修補劑主要用于對磨損、劃傷金屬零件的修復。絎磨管修復過程中,用合金刮刀在劃傷表面剔除深度為1mm以上的溝槽,然后用清洗溝槽表面,用絎磨管內徑仿形板調好的TS311減磨修補劑敷涂于打磨好的表面上,用力刮平,確保壓實,并高于絎磨管內表面,待固化后,打磨并留出精加工余量。 通過研磨使絎磨管整體尺寸、行位公差、粗糙度達到要求,油壓機的珩磨鋼管是液壓傳動的執行元件,它與主機的工作機構有著直接的聯系,對于不同的機構,液壓缸同樣具有不同的用途和要求,因此作為設計者在設計前應作調
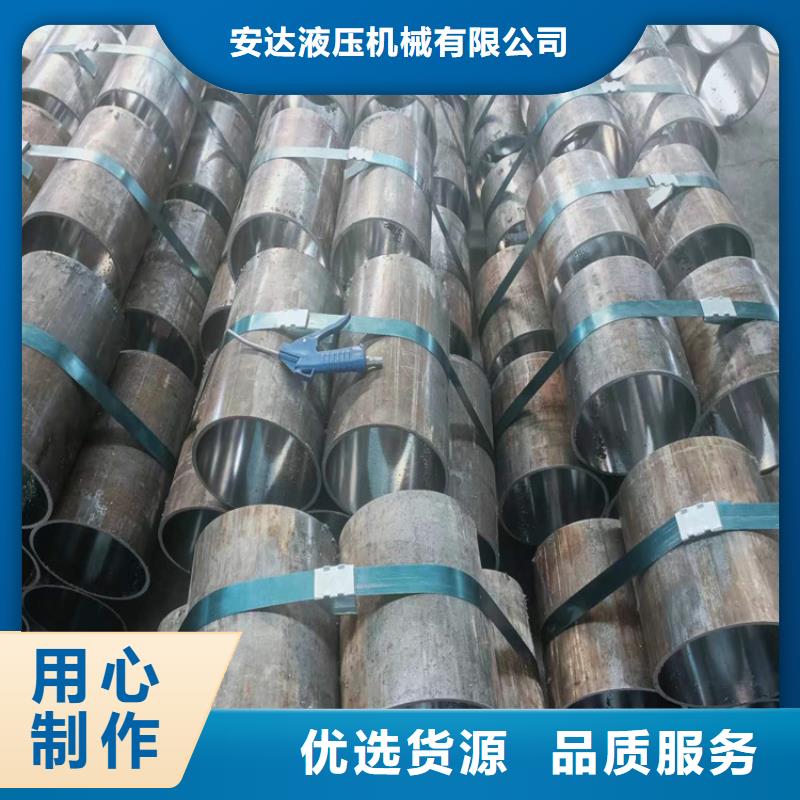
河南省南陽西峽珩磨管廠家物流配送2.鑄件白口的高溫石墨化退火鑄件冷卻時,絎磨管表層及薄截面處,往往產生白口。白口組織硬而脆、加工性能差、易剝落。因此必須采用退火(或正火)的方法白口組織。退火工藝為:加熱到550-950℃保溫2~5 h,隨后爐冷到500-550℃再出爐空冷。在高溫保溫期間 ,游高滲碳體和共晶滲碳體分解為石墨和A,在隨后護冷過程中二次滲碳體和共析滲碳體也分解,發生石墨化過程。由于滲碳體的分解,導致硬度下降,從而提高了切削加工性。3.球鐵的正火球鐵正火的目的是為了獲得珠光體基體組織,并細化晶粒,均勻組織,以提高鑄件的機械性能。有時正火也是球鐵表面淬火在組織上的準備、正火分高溫正火和低溫正火。高溫正火溫度一般不超過950~980℃,低溫正火一般加熱到共折溫度區間820~860℃。正火之后一般還需進行四人處理,以正火時產生的內應力


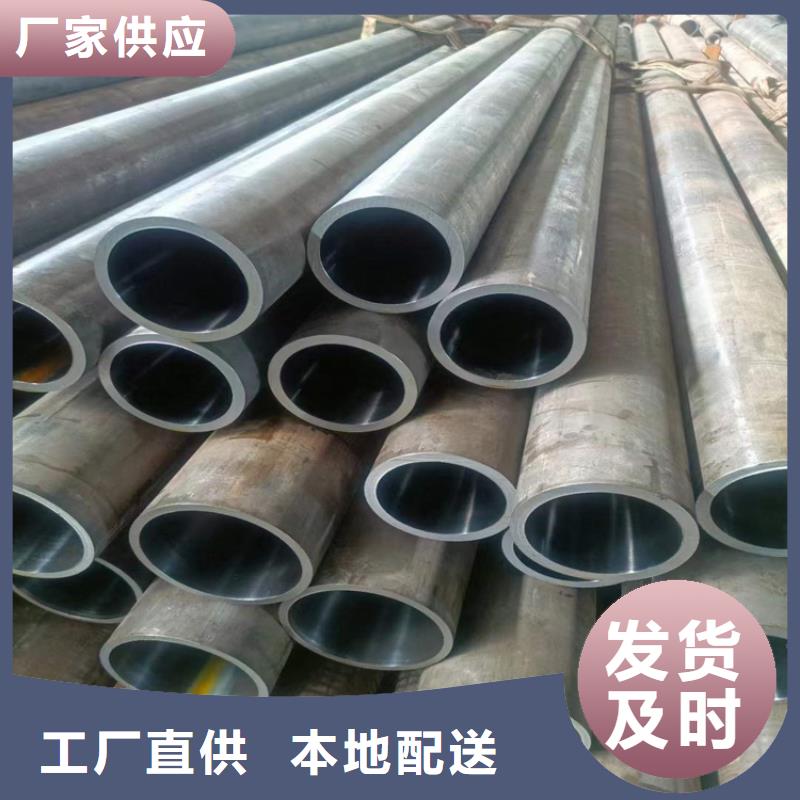
拋光一般是用軟質的拋光輪,比如絲綢。或者圓盤型的拋光盤加上拋光膏,就是一種很細的磨料,對工進行精細加工,可以得到高的表面光潔度。但它在加工時無剛性基準面,因此不能形位誤差。可以對不規則表面進行拋光。珩磨是一種高精度磨削加工。不光對孔,在淬硬齒面上也可以進行,比如“珩齒”加工。但加工孔比較多見。比如發動機缸體的加工。它使用組合磨具,安裝在浮動夾具上,可以微量的自我調節,因此可以適應孔的形狀誤差。因此它也不能孔的形位誤差。薄壁氣缸管生產廠所謂調質一般是指含碳量在0.3-0.6%的中碳鋼.一般用這類絎磨管制作的零件要求具有很好的綜合機械性能即在保持較高的強度的同時又具有很好的塑性和韌性人們往往使用調制處理來達到這個目的所以人們習慣上就把這一類絎磨管稱作調質鋼絎磨管調質與不調質的區分 45#絎磨管的調質處理是熱處理的一種工藝是指絎磨管在淬火后加高溫回火.目的是使調質后的零件具有優良的綜合機械性能.關于調制處理工藝的加溫時間保溫時間冷卻速度冷卻介質等要看具體的材料具體零件的技術要求來決定
<南陽>九冶管業有限公司 河南省南陽西峽珩磨管廠家物流配送